























Equipos de doblado en acero inoxidable: Guía completa de tipos de máquinas, especificaciones y selección
Elegir la adecuadaEquipos de flexión de acero inoxidablees más difícil de lo que parece. El acero inoxidable no se dobla como el acero blando: recuesta de forma más agresiva, se endurece durante el conformado y se raya fácilmente en superficies pulidas o espejadas. Si tu equipo no está especificado para acero inoxidable, tendrás que luchar contra inconsistencias en ángulos, daños superficiales y desgaste prematuro de las herramientas en cada trabajo.
Esta guía cubre los tipos de máquinas, especificaciones, herramientas y criterios de selección que importan para la fabricación en acero inoxidable, ya sea que se estén doblando paneles de cocina, recintos médicos o revestimientos arquitectónicos.
Por qué el acero inoxidable exige equipos específicos de flexión

El acero inoxidable no es solo acero con un acabado diferente. Las propiedades de sus materiales crean desafíos específicos que los equipos estándar de flexión de chapa metálica gestionan mal.
Alta resistencia a la tracción— El acero inoxidable grado 304 tiene una resistencia a la tracción de 515–620 MPa, en comparación con aproximadamente 270–410 MPa del acero dulce DC04. Esa diferencia significa que tu freno de presión necesita aproximadamente un 1,5× tonelaje para doblar el mismo grosor de acero inoxidable en la misma abertura del troquel. Las máquinas de tamaño inferior doblan el acero inoxidable con un ángulo visible o no alcanzan toda su fuerza.
Retroceso significativo— El acero inoxidable se recuesta más que el acero dulce después de que se libera el punzón. La pendiente 304 a 90° requiere sobredoblarse de 2–4° para alcanzar el ángulo final del objetivo. Sin compensación de resorte en tu controlador CNC, cada curva necesita corrección manual — lo que anula el propósito de un sistema CNC.
Endurecimiento por trabajo— El acero inoxidable se endurece en la zona de flexión durante el conformado. Una flexión repetida en la misma zona, o doblar en radios estrechos, hace que el material se agriete en lugar de ceder. El equipo para acero inoxidable debe doblarse en una sola carrera controlada, no múltiples correcciones en la misma posición.
Sensibilidad superficial— Marcas permanentes de acero inoxidable pulido, cepillado y con acabado espejo por contacto con herramientas, astillas metálicas o deslizamientos contra bordes desgastados del troquel. TuEquipos de flexión de acero inoxidabledebe incluir medidas de protección superficial desde el equipo hacia arriba.
Grados de acero inoxidable y qué significan para tu equipo
No todo el acero inoxidable es igual. La pendiente que recorre tu máquina determina tu necesidad de tonelaje, corrección de retroceso y radio mínimo de curvatura.
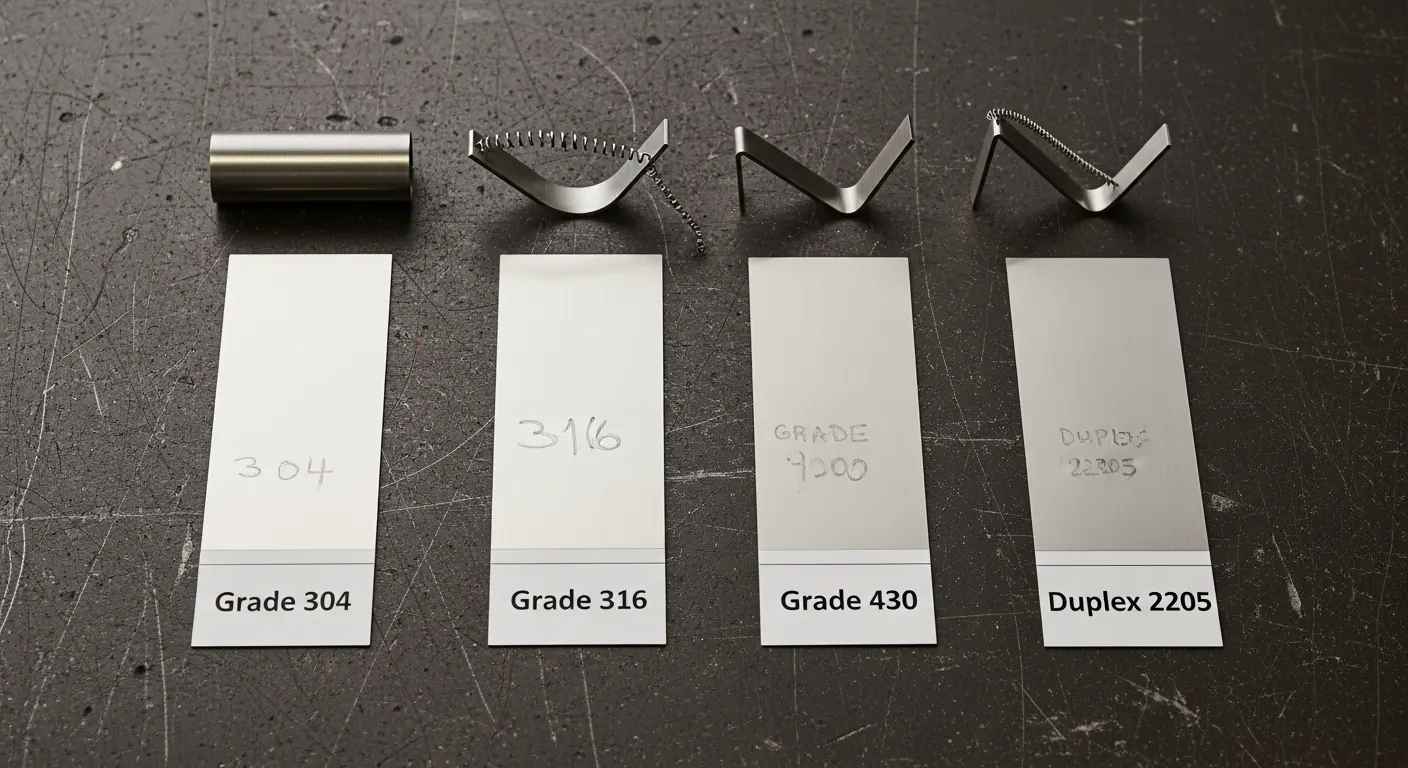
Grado 304 (el más común)— Austínicos, fuertes, con remontada moderada (2–4°), excelente resistencia a la corrosión. Resistencia a la tracción 515–620 MPa. Requiere aproximadamente el 1,5× tonelaje del acero dulce con el mismo grosor. El ancho de ranura del chip en V debe ser del 8–10× el grosor del material.
Grado 316— Similar al 304 pero con molibdeno añadido para resistencia química. Resistencia ligeramente superior, un poco más de remontada que la 304. Es común en el procesamiento de alimentos y la fabricación farmacéutica.
Grado 430 (ferrítico)— Menor resistencia a la tracción que 304, más cercano al acero dulce en comportamiento de flexión. El resorte es menos agresivo. Es más fácil de doblar pero más propenso a grietarse en la superficie en radios reducidos que los pendientes austeníticos.
Acero inoxidable dúplex (2205)— Resistencia muy alta (620–880 MPa), reclinación significativa (4–6° por curva de 90°) y endurecimiento agresivo por trabajo. Requiere una gran resistenciaEquipos de flexión de acero inoxidablecon una considerable reserva de tonelaje y capacidad de corrección de resorte. No es una calificación para frenos de presión estándar de gama media.
Para unaFreno de prensa CNC para producción de acero y acero inoxidable a 100 toneladas, Grado 304 hasta 4 mm y Grado 430 hasta 5 mm son espesores prácticos dentro de ese rango de tonelaje.
Tipos de equipos de doblado de acero inoxidable
Tres tipos de máquinas se encargan de la mayor parte del trabajo de doblado en acero inoxidable. Cada uno se adapta a un perfil de producción diferente.
Plegadora CNC
El freno de presión CNC es el más versátilEquipos de flexión de acero inoxidablepara talleres de trabajo y entornos de producción mixta. Maneja soportes, marcos, cajas y piezas complejas con múltiples curvas. El manómetro trasero programable y la compensación CNC por resorte la convierten en la opción estándar para trabajos en acero inoxidable en rangos de grosor de 0,5 mm a 12 mm.
Para talleres que realizan cambios frecuentes de trabajo en diferentes grados de acero inoxidable, unConfiguración de equipos CNC de flexión metálica con una base de datos de resortes programablees la opción más práctica y flexible.
Doble de paneles automático
Los dobladores de paneles están diseñados específicamente para la producción a alta velocidad de grandes paneles planos de acero inoxidable — armarios de cocina, paneles de revestimiento, interiores de ascensores y productos similares. Se alimentan, posicionan y doblan automáticamente sin intervención manual del operador por ciclo.
Para paneles de acero inoxidable pulidos o con acabado espejo donde la calidad superficial es crítica, elMáquina plegable automática de metal para paneles de acero inoxidableutiliza herramientas controladas de contacto y herramientas protegidas en superficies para mantener la integridad del acabado en tramas de alto volumen.
ACurvador de paneles con alimentación CNC con ventosaVa más allá eliminando la sujeción física en la superficie del panel, algo fundamental para el acero inoxidable prepulido sensible a los arañazos.
Máquina CNC de ranurado en V
Para radios de curvatura ultrafinos en acero inoxidable pulido — paneles decorativos, revestimientos arquitectónicos y componentes de muebles — el ensurcado en V antes de doblar soluciona el problema de grietas superficiales en radios reducidos. La máquina CNC de ranurado en V elimina material de la zona de flexión, reduciendo la fuerza necesaria para formar y permitiendo radios exteriores mucho más estrechos sin grietas visibles ni marcas de tensión superficial. ElMáquina CNC de ranurado en Ves un complemento estándar de los frenos de presión en talleres de fabricación arquitectónica de acero inoxidable.
Especificaciones clave del equipo para el doblado en acero inoxidable
Al evaluarEquipos de flexión de acero inoxidable, estos son los números que importan.
Tonelaje — con un multiplicador de acero inoxidable aplicado
Calcula primero el tonelaje necesario para acero blando, luego multiplica por 1,5 para el grado 304/316, o por 2,0 para grados dúplex. Selecciona siempre una máquina con un margen de capacidad del 20–30% por encima de tu valor máximo calculado.
Ancho de ranura del troquel (apertura en V) — V = T × 8 para acero inoxidable
Para el acero inoxidable, utiliza un ancho de ranura de troquel de 8–10× grosor del material. Las ranuras más estrechas requieren más fuerza y aumentan la tensión superficial en la zona de curvatura. Las ranuras más anchas reducen la fuerza pero producen un radio interior mayor. La razón V = T × 8 es el punto de partida estándar para 304.
Controlador CNC con base de datos de compensación de resorte
Tu controlador debe almacenar los valores de corrección de resorte por grado de acero inoxidable. Compensar manualmente cada trabajo es ineficiente e inconsistente. Los controladores Delem DA66S y DA69S soportan perfiles de materiales programables que aplican corrección automática de sobreflexión por grado.
Sistema de medición de ángulo
Para trabajos de acero inoxidable con tolerancias estrictas, un inlineDispositivo de medición de ánguloconfirma el ángulo real de flexión tras cada golpe. La retroalimentación en tiempo real permite la corrección automática antes de la siguiente curva, eliminando el desguace de la variación de resorte.
Paralelismo entre lecho y ariete
El doblado de acero inoxidable a lo largo de largos tramos amplifica cualquier deflexión del marco en una variación visible del ángulo. Las máquinas con una longitud de trabajo superior a 2 metros necesitan una coronación activa — hidráulica o electromecánica — para mantener el ariete paralelo a la cama bajo carga completa.
Herramientas para acero inoxidable: qué cambios frente al acero estándar

Las herramientas son donde realmente se originan la mayoría de los problemas de calidad del acero inoxidable, no en la propia máquina.
Radio de nariz de puñetazo— Para acero inoxidable, utilice un radio mínimo de punzón de 1–2× grosor del material. Los radios de nariz afilados agrietan la superficie en la zona de curvatura, especialmente en pendientes 304 y dúplex. Radios mayores distribuyen la tensión en un área más amplia.
Radio del hombro del die— Un borde de hombro en el troquel afilado raya y marca el acero inoxidable al pasar el material durante la flexion. Los hombros pulidos o radiados (radio de filo de 0,8–1,2 mm) reducen significativamente la marcatura superficial.
Dado Rolla-V (dado rodante)— Un chip Rolla-V sustituye la ranura fija en V por un hombro giratorio del troquel, de modo que la lámina de acero inoxidable rueda sobre un punto de contacto móvil en lugar de arrastrarse por un borde fijo. El resultado es una reducción importante en la marcaje superficial — esencial para los acabados de acero inoxidable cepillado No.4, BA y espejo.
Dureza y recubrimiento de la herramienta— El acero inoxidable se endurece y es abrasivo contra las herramientas. El acero para herramientas EN42 estándar se desgasta más rápido en acero inoxidable que en acero dulce. Las herramientas cromadas o tratadas térmicamente (58–62 HRC) duran significativamente más y mantienen la consistencia de la geometría del punzón a lo largo de largas tiradas de producción.
Película de protección superficial— Para paneles de acero inoxidable prepulidos o prerecubiertos, colocar una fina película protectora de plástico o espuma entre la lámina y las superficies de contacto de la herramienta. Muchos dobladores de paneles incluyen esto como característica estándar.
Métodos de flexion: Doblar el aire vs doblar el fondo para acero inoxidable
El método de flexión que elijas afecta a la calidad superficial, el desgaste de las herramientas y la gestión del resorteEquipos de flexión de acero inoxidable.
Dominio del aire— El punzón presiona el material contra el chip en V sin tocar completamente la parte inferior del troquel. El ángulo de flexión se determina por la profundidad de penetración del punzón, no por la geometría del troquel. El doblado de aire es el método estándar para el acero inoxidable — requiere menos toneladas que el doblado inferior y ejerce menos tensión sobre la superficie. La corrección de retroceso es gestionada por el controlador CNC mediante programación de sobreflexión.
Flexión inferior (acuñación)— El punzón presiona completamente el material contra el suelo del troquel, forzando esencialmente al metal a adaptarse al ángulo del troquel. La flexión inferior elimina el retroceso pero requiere entre 5 y 8× toneladas más que la doblación de aire para el mismo grosor. Para el acero inoxidable, esto implica requisitos de tonelaje muy altos. Además, el aumento de la presión de contacto incrementa el riesgo de marcado superficial en el acero inoxidable terminado.
Para la mayoríaEquipos de flexión de acero inoxidableaplicaciones, la flexión por aire con compensación CNC de resorte es el método correcto: menos tonelaje, menos tensión de herramientas y mejor calidad superficial en piezas de acero inoxidable terminadas.
Equipos de flexión de acero inoxidable para industrias específicas
La industria a la que sirves define exactamente la configuración de la máquina que necesitas.
Equipamiento para procesamiento de alimentos y catering— Paneles, encimeras y cajas de acero inoxidable 304 y 316. El acabado superficial (normalmente el nº 4 o cepillado) debe conservarse. Un doblador de paneles con herramientas Rolla-V y alimentación por ventosa es el equipo estándar aquí. Los componentes críticos para la higiene también requieren bordes libres de rebabas, por lo que la calidad de corte aguas arriba del doblador también importa.
Fabricación de dispositivos médicos y laboratorio— Pequeñas y complejas cajas de acero inoxidable con tolerancias ajustadas. Los frenos de presión CNC con sistemas de control de 6 ejes y medición de ángulos gestionan la complejidad geométrica. El grado 316L es común por su mejor resistencia a la corrosión.
Revestimiento arquitectónico y diseño interior— Paneles de acero inoxidable pulido y acabado espejo para fachadas, interiores de ascensores y elementos decorativos. La protección de la superficie es la máxima prioridad. El ranurado en V antes de doblarse combinado con el doblado de los paneles proporciona los radios exteriores más agudos con la menor tensión superficial.
Procesamiento químico y equipos industriales— Placa de acero inoxidable gruesa (6–20 mm), a menudo de dúplex, para tanques, bastidores y soportes estructurales. Se requieren frenos de presión de alta tonelaje con corona y corrección de retroceso para dúplex. El estándarMáquina de doblar panelesse encarga de la obra en chapa, mientras que los frenos de presión de gran tonelaje cubren la parte estructural.
Cómo elegir el equipo adecuado para doblar acero inoxidable
Utiliza este marco de cinco pasos antes de contactar con cualquier proveedor.
Paso 1: Identifica tu grado de acero inoxidable
Los cursos 304 y 316 son los más indulgentes. Las categorías dúplex requieren máquinas con el doble de tonelaje para un espesor equivalente. Confirma las calificaciones que tu taller usa con más frecuencia — eso determina la especificación mínima de tu máquina.
Paso 2: Calcular el tonelaje con el multiplicador de acero inoxidable
Usa el grosor del material y la longitud de flexión para calcular el tonelaje del acero dulce, luego multiplica por 1,5 para 304/316, o 2,0 para dúplex. Añade un margen de seguridad del 25% a ese resultado.
Paso 3: Define tus requisitos de acabado superficial
Los acabados espejo, BA y cepillados requieren herramientas Rolla-V, película protectora o doblajes de panel con alimentación de ventosas. Si tu producto requiere acero inoxidable de calidad cosmética, especifica la protección superficial como requisito de la máquina desde el primer día.
Paso 4: Establece tu requisito de precisión
Para soportes industriales de acero inoxidable, ±0,5° es suficiente. Para acero inoxidable arquitectónico o médico, ±0,1°–±0,3° requiere una máquina con un controlador de compensación de resorte y, idealmente, un sistema de medición de ángulo en línea.
Paso 5: Empareja la máquina con el volumen de producción y el tipo de pieza
Piezas complejas de bajo volumen → freno de presión CNC con control de 6 ejes. Paneles planos de alto volumen → doblador automático de paneles. Paneles arquitectónicos con radios ultracompactos → doblado de paneles con ranura en V. Utiliza este framework combinado para construir tu lista de equipos, no solo una sola máquina.
Preguntas frecuentes sobre equipos de doblado de acero inoxidable
¿Qué es el equipo de doblado de acero inoxidable?
El equipo de doblado de acero inoxidable se refiere a las máquinas utilizadas para formar chapa de acero inoxidable en ángulos y formas precisas. Los principales tipos son frenos de presión CNC, dobladores automáticos de paneles y máquinas CNC de ranuras en V. Cada uno se adapta a diferentes grados de acero inoxidable, grosores, geometrías de piezas y requisitos de acabado superficial.
¿Por qué el acero inoxidable requiere más tonelaje que el acero blando?
El acero inoxidable grado 304 tiene una resistencia a la tracción de 515–620 MPa — aproximadamente el 1,5× del acero blando común. Una mayor resistencia a la tracción significa que el material resiste más la fuerza de flexión, por lo que la máquina necesita proporcionalmente más tonelaje para formar el mismo grosor en la misma longitud de curvatura.
¿Cómo evitas arañazos en acero inoxidable pulido durante la flexion?
Utiliza troqueles de rodamiento Rolla-V en lugar de cuñales en V fijos para eliminar el contacto deslizante en el hombro del troquel. Aplica una película protectora entre la lámina y las superficies de herramientas. Para una producción totalmente automatizada, los dobladores de paneles con alimentación por ventosa evitan por completo la marca de contacto en superficies prepulidas.
¿Qué ancho de ranura de troquel debería usar para doblar acero inoxidable?
Para los grados 304 y 316, se utiliza un ancho de ranura en V de 8–10× de grosor de material. Por ejemplo, el acero inoxidable de 2 mm requiere una abertura en V de 16–20 mm. Las ranuras más estrechas aumentan el estrés superficial y el riesgo de grietas. Las ranuras más anchas reducen la fuerza pero aumentan el radio de flexión dentro del cuerpo.
¿Pueden los frenos de presión CNC estándar manejar acero inoxidable?
Muchos frenos de presión CNC estándar pueden manejar acero inoxidable 304 y 430 a grosores moderados si tienen suficiente tonelaje y las herramientas adecuadas. Para una calidad constante en todas las tiradas de producción, el controlador CNC de la máquina también necesita compensación programable de resorte por grado de material — de lo contrario, cada trabajo requiere correcciones manuales de ángulo.

