























Proceso de flexión de chapa metálica: una guía práctica para el análisis de procesos
Por autor: Mark Hanks
Introducción
El proceso de flexión de chapa metálica es ampliamente utilizado en las industrias electromecánica, automotriz y aeroespacial para el conformado de carcasas, armarios y paneles de chapa metálica. Frenos de presión CNCMoldeado en frío en láminas en varias formas utilizando herramientas estándar o personalizadas. La racionalidad del proceso de flexión de chapa metálica influye directamente en las dimensiones finales y en la calidad de las piezas. Este artículo comparte técnicas prácticas derivadas de análisis y experimentos para apoyar mejores resultados en el conformado de chapa metálica (Un proceso eficaz de flexión de chapa metálica no solo mejora la precisión de la flexionado, sino que también reduce el desperdicio de materiales y los costes de producción).

1. Cómo calcular la longitud desplegada de la chapa metálica
Durante el proceso de flexión de chapa metálica, es esencial un cálculo preciso de la longitud desplegada para asegurar la precisión de la curvatura.La longitud sin doblar depende del grosor del material, el ángulo de flexión y el forraje.
1.1 Método de capa neutra (para curvas no rectangulares)
Durante la flexión, la capa exterior se estira y la interior se comprime, mientras que la capa neutra (entre ellas) no sufre ninguna de las dos tensiones. Su longitud se mantiene constante, lo que la convierte en la referencia para la longitud en blanco. Su posición varía con la deformación: para un espesor δ ≤ 4 mm, se encuentra a unos 0,5δ respecto a la superficie interior; para δ ≥ 5 mm, a unos 0,34δ. La longitud de la capa neutra es igual a la pieza en blanco desplegada requerida.
•Para un espesor de material δ ≤ 4 mm, la distancia de la capa neutra respecto a la superficie interior es aproximadamente 0,5δ.
•Para un espesor δ ≥ 5 mm, es aproximadamente 0,34δ.
La longitud de la capa neutra corresponde a la longitud de la pieza en blanco.
1.2 Método del coeficiente de compensación (para curvas en ángulo recto)
Es posible derivar experimentalmente el coeficiente empírico de compensación de flexión para curvas en ángulo recto, y la dimensión desplegada se calcula como:
L = A B − 2d 2D
Donde:
•L = longitud desplegada
•A, B = dimensiones externas de la parte doblada
•δ = espesor del material
•Δ = compensación de coeficientes
Ejemplo: Si A = 35 mm, B = 60 mm y δ = 4 mm, entonces la longitud de la parte desplegada = 88 mm.
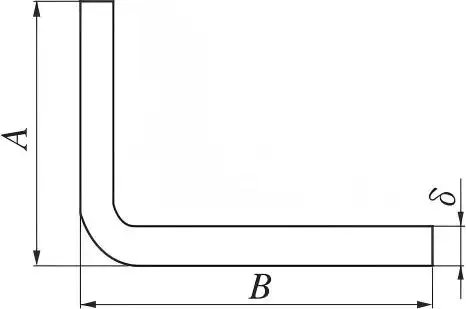
Fig.1 Figura de formación de la flexión
Tabla 1: Coeficientes de compensación de flexión (valores de referencia)
| Grosor δ (mm) | Coeficiente de compensación Δ | Apertura común de chip V-Die V (mm) |
| 1.0 | 0.1 | 6 |
| 1.5 (1.2) | 0.2 | 9 |
| 2.0 | 0.3 | 12 |
| 2.5 | 0.3 | 16 |
| 3.0 | 0.4 | 20 |
| 3.5 | 0.4 | 20 |
| 4.0 | 0.5 | 25 |
| 5.0 | 0.6 | 32 |
| 6.0 | 0.8 | 32 |
| 8.0 | 1.2 | 55 |
Nota:Al doblar piezas largas donde la presión supera el límite de tonelaje del freno de presión, puede ser necesaria una apertura no estándar en el chip en V. El coeficiente de compensación debe ajustarse en función de los resultados de la flexión de los ensayos. Por ejemplo:
• Lámina de 5 mm de grosor: matriz estándar de 32 mm (Δ = 0,6); si la longitud se acerca a 3000 mm, se utiliza un chip V de 55 mm y se reduce Δ en 0,1.
•Para una lámina de 6 mm de grosor ≥ 2000 mm de longitud, seleccionar un chip V-chip de 55 mm y ajustar Δ en 0,4 (ajustado desde 0,8).
Los coeficientes de compensación son valores desarrollados empíricamente para un freno de presión específico y las herramientas asociadas y el material específico. Deben determinarse de nuevo para cada caso.
2. Cómo elegir las herramientas para frenos de presión
Un aspecto fundamental del flexión de la chapa metálica es la selección de las herramientas adecuadas. Las herramientas para doblado prensado, como sistema, constan de un punzón (troquel superior) y un troquel inferior (troquel). La selección se determina por la naturaleza del material, su grosor y las dimensiones de la curvatura para evitar una colisión entre la pieza de trabajo y las herramientas, así como para evitar daños en el troquel o en la máquina de flexión debido a la elección inadecuada de la abertura del chip en V.
2.1 Selección de Dados Inferiores (V-Die)
Los troqueles estándar de freno de presión inferior suelen tener varias aberturas en forma de V de diferentes anchos y ángulos en un solo bloque de troquel. Para operaciones estándar, la abertura del chip en V tendrá entre 6 y 8 veces el grosor de la lámina. Para sábanas más finas, y donde sea deseable una curva de mayor radio, se elegirá una abertura más ancha. La abertura del chip en V puede tener una forma y tamaño estándar, o puede modificarse, moldearse o fabricarse para satisfacer un requisito específico.
Tabla 2: Aperturas B-die recomendadas
| Grosor del material (mm) | Aberturas B-Die recomendadas (mm) | Multiplicador de zonificación |
| 1.0 | 6 - 8 | 6× - 8× |
| 1.5 | 9 - 12 | 6× - 8× |
| 2.0 | 12 - 16 | 6× - 8× |
| 3.0 | 18 - 24 | 6× - 8× |
| 4.0 | 24 - 32 | 6× - 8× |
| 5.0 | 30 - 40 | 6× - 8× |
| 6.0 | 36 - 48 | 6× - 8× |
| 8.0 | 48 - 64 | 6× - 8× |
2.2 Selección de Dado Superior (Punzón)
1) Puñetazos rectos
• Utilizado para doblar láminas de grosor
2) D ≤ 3 mm
• Útil para curvas con múltiples operaciones
3) Puñetazos de cuello de ganso
• Diseñado para piezas en forma de U de profundidades variables
• Punzones pequeñas de cuello de ganso usadas para partes poco profundas
• Punzones grandes de cuello de ganso usados para partes profundas de material grueso
4) Puñetazos aplanantes
• Utilizado para aplanar bordes doblados de piezas retrabajadas
• Modificaciones personalizadas capaces de cumplir con requisitos de diseño únicos
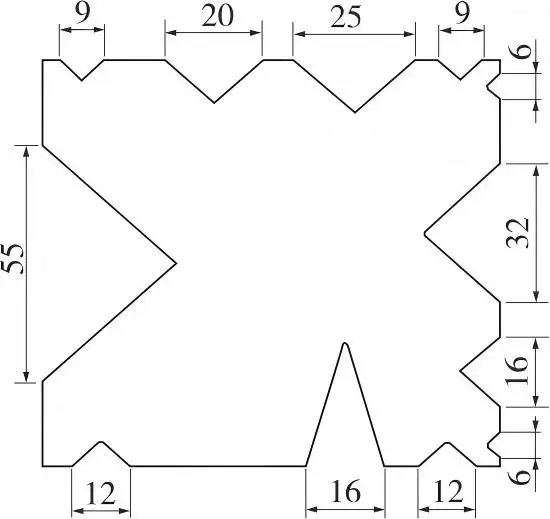
Fig.2 Figura de sección transversal inferior del troquel
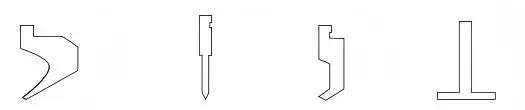
Hoja curva grande Hoja recta Hoja curva pequeña Hoja aplanadora
Fig.3 Figura de sección transversal superior del troquel
3. Cómo calcular la fuerza de flexión del freno de presión
Todas las herramientas de flexión cuentan con características de seguridad integradas contra altas presiones; sin embargo, cada herramienta tiene un límite de seguridad único que no debe superarse. Antes de doblarse, debe confirmarse que la fuerza de flexión no superaría el límite de tonelaje del freno de prensa, basándose en el grosor de la lámina y la longitud de flexión requerida.
Una de las ecuaciones para calcular la fuerza de flexión es:
P = (1,6 × B × δ² × Rm) / (100 × V)
En esta ecuación:
•P = fuerza de flexión (tonelada)
•δ = grosor del material (mm)
•B = ancho de la lámina (mm)
•V = Anchura de apertura del troquel en V (mm)
•Rm = resistencia a la tracción del material (MPa)
La restricción sobre el tonelaje de flexión está determinada por el freno de presión específico y las herramientas utilizadas. La mayoría de las máquinas de flexión tienen una placa de clasificación de tonelaje fijada al bastidor, y el tonelaje también puede verificarse mediante sistemas de simulación CNC de curvado.
Tabla 3: Límites de tonelaje de curvatura del acero al carbono (valores de referencia)
| Grosor (mm) | V-Die (mm) | Longitud máxima (mm) | Tonelaje máximo (t) |
| 0.8 | 6 | 3000 | 25 |
| 1.0 | 6 | 3000 | 39 |
| 1.5 | 9 | 3000 | 54 |
| 2.0 | 12 | 3000 | 84 |
| 2.5 | 16 | 3000 | 84 |
| 3.0 | 20 | 3000 | 98 |
| 3.5 | 20 | 3000 | 133 |
| 4.0 | 25 | 3000 | 141.3 |
| 4.5 | 25 | 2500 | 150 |
| 5.0 | 32 | 2500 / 1700 | 150 / 145 |
| 6.0* | 55 | 3000 | 150 |
| 8.0* | 55 | 1600 | 145 |
| 10.0* | 55 | 1000 | 140 |
Notas:
• La longitud máxima de flexión para acero al carbono es de 3100 mm; el tonelaje teórico no debe superar las 150 toneladas.
•Los elementos marcados con * superan el límite estándar y requerirían ajustes del programa; Esto conlleva riesgos para la seguridad y generalmente no se recomienda.
•Cuando una pieza supera el límite de tonelaje, los enfoques alternativos pueden incluir cortar ranuras de proceso a lo largo de la línea de flexión o hacer ranuras en V de la lámina para reducir el grosor del material.
Tabla 4: Límites de tonelaje de flexión en acero inoxidable (valores de referencia)
| Grosor (mm) | V-Die (mm) | Longitud máxima (mm) | Tonelaje máximo (t) |
| 0.8 | 6 | 3000 | 25 |
| 1.0 | 6 | 3000 | 39 |
| 1.5 | 9 | 3000 | 54 |
| 2.0 | 12 | 3000 | 84 |
| 2.5 | 16 | 3000 | 84 |
| 3.0 | 20 | 3000 | 98 |
| 3.5 | 20 | 3000 | 133 |
| 4.0 | 25 | 3000 | 141.3 |
| 4.5 | 25 | 2500 | 150 |
| 5.0 | 32 | 2500 | 150 |
| 6.0* | 55 | 3000 | 150 |
| 8.0* | 55 | 1600 | 145 |
| 10.0* | 55 | 1000 | 140 |
Notas:Similar al acero al carbono, el acero inoxidable tiene una longitud máxima de flexión de 3100 mm con un límite teórico de tonelaje de 150 toneladas. Los elementos marcados con * superan el límite estándar y requieren ajustes del programa, que conllevan riesgos de seguridad. Si los componentes superan el límite de tonelaje, podría ser razonable modificar el proceso de flexión de chapa metálica.
4. Tipos comunes de piezas dobladas de chapa metálica
4.1 Partes en forma de U
Se requieren diferentes diseños de procesos de flexión de chapa metálica para piezas en forma de U, Z y otras piezas complejas. Para piezas en forma de U, una regla general es que la altura de curvatura H debe ser menor o igual que la anchura de curvatura B para evitar interferencias de herramientas. Sin embargo, incluso cuando H ≤ B, puede producirse interferencia si la altura de la curvatura es excesiva; normalmente cuando H ≥ 80 mm, la pieza puede contactar con la carcasa de la máquina de flexión durante la curvatura.
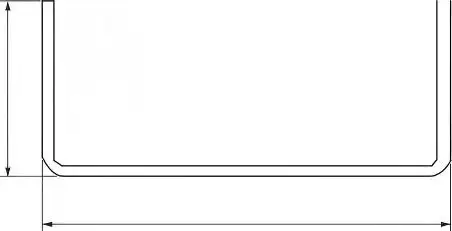
Fig.4 Figura de formación de curvado
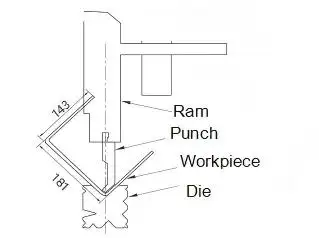
Fig.5 Diagrama de simulación de flexión
Las soluciones potenciales pueden incorporar las siguientes características:
• Doblar primero un ángulo obtuso (para permitir que las bridas pasen por delante de la máquina de flexionamiento), luego la curvatura en ángulo recto, y después también se puede aplanar la curvatura intermedia. (Nota: Este enfoque probablemente dejará marcas visibles en la pieza.)
• Se pueden usar puñetazos de cuello de gallina (cuando H ≥ B), pero la aplicación de este enfoque puede necesitar verificarse mediante simulación de prueba o flexión real.
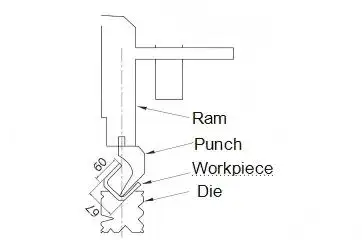
Fig.6 Diagrama de simulación de flexión
4.2 Partes en forma de Z
La posibilidad de incorporar curvas en forma de Z se determina principalmente por la distancia desde la abertura del chip en V hasta el borde de la pieza. Un enfoque aceptable puede ser:
• Elegir la apertura y el punzón correctos del chip en V según el grosor del material.
• Dibujar o simular la forma que se va a formar.
•Si aún no estás seguro, realiza algunas simulaciones físicas o dobla la máquina como prueba.
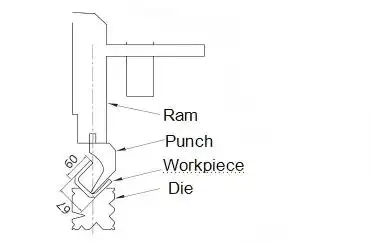
Fig.7 Diagrama de simulación de flexión
5. Problemas y soluciones comunes de flexión de chapa metálica
Pueden surgir varios problemas al doblar la chapa metálica. La siguiente tabla resume los problemas típicos y las soluciones prácticas.
| Descendencia | Posible mitigación |
| Altura insuficiente de la brida de flexión | • Aumentar la dimensión de la brida si el diseño lo permite. • Utilizar una abertura de troquel en V más pequeña (comprobar tonelaje) y ajustar la compensación. • Para δ ≤ 3 mm: H ≈ V/2 2; para δ > 3 mm: H ≈ V/2 4. |
| Deformación de agujeros en la línea de curvatura | • Perforar los agujeros tras la curvatura.• Cortar ranuras de proceso a lo largo de la línea de curvatura (longitud de ranura ≈ diámetro del agujero). • Mantener el borde del agujero al menos a la mitad del ancho del chip en V respecto a la línea de curvatura. |
| Interferencia de herramientas | • Ajustar la secuencia de flexión — primero los bordes complejos y luego los bordes simples. • Utilizar herramientas especializadas (por ejemplo, punzones de cuello de gallina o troqueles desplazados). |
| Agrietamiento en la curva | • Orientar la línea de flexión perpendicular a la dirección de rodamiento. • Recocer la zona de curvatura o elegir un material con mejor ductilidad. |
| Marcas superficiales en la parte doblada | • Aumentar el radio de punzón mediante la modificación de la herramienta. • Utilizar dados inferiores sin marcas. • Colocar película protectora entre el troquel y la lámina. |
| Dificultad de posicionamiento para bridas irregulares | • Marcar las líneas de curvatura durante el corte láser como referencia. • Crear un accesorio que coincida con el contorno de la pieza. |
| Dimensiones conformadas no especificadas | • Utilizar un punto de referencia común para reducir el error acumulado. • Realizar flexiones de práctica y determinar el coeficiente de compensación. |
6.Factores que afectan a la calidad de la flexión de chapa metálica
1)Apertura de V-Ye:
La selección de una ranura en V depende principalmente del grosor de la lámina. Una ranura en V más ancha requiere una fuerza de flexión menor. En general, las láminas más finas utilizan V = 6t. Donde V es el ancho de la ranura V del troquel inferior y t es el grosor de la lámina. La selección estándar del ancho de ranura en V del troquel inferior respecto al grosor de la lámina se muestra en la siguiente tabla.
| Espesor de lámina t / mm | Ancho de ranura en V |
| 0.5–2.6 | 6t |
| 3–8 | 8t |
| 9–10 | 10t |
2)Radio de puñetazo:
El radio de curvatura exterior de la pieza está determinado principalmente por el ancho de ranura en V del troquel inferior, mientras que el radio R del punzón superior también juega un papel determinado. El radio R del punzón superior es generalmente igual o ligeramente menor que el grosor de la lámina. Al doblar aluminio duro u otros materiales con poca plasticidad, se debe usar un radio de punzón mayor y un tamaño de ranura en V para los troqueles superior e inferior para evitar roturas e agrietamientos. Además, deben formarse ranuras de corte en los extremos de la línea de curvatura de la pieza.
3)Precisión del freno de presión:
La deformación por deflexión es generalmente el resultado de una carga desigual. Utilice un freno de presión con una longitud de trabajo de 3200 mm con cilindros hidráulicos configurados a una carga de 100 t a cada lado. Tanto las vigas superiores como inferiores se desviarán bajo la carga. Como resultado, el desplazamiento real del ram será menor que la longitud total de la viga, lo que resultará en diferentes ángulos de flexión. El ángulo de flexión será el mayor en el centro y disminuirá hacia los extremos, afectando al tamaño total de la pieza.
4)Materia prima:
Falta de uniformidad en las materias primas: Diferentes grados de materiales pueden contener espesor, dureza e incluso variaciones de lámina diferentes e incluso inconsistentes entre producciones. Las muelas grandes, las uniones grandes o incluso la expansión debido al proceso de flexión pueden provocar una pérdida de precisión en el doblado. Las variaciones en el proceso de laminado pueden provocar un retroceso desigual y pérdida de precisión. Las diferencias localizadas en el material pueden provocar inexactitudes dimensionales debido a variaciones en la temperatura del material.
5)Retorno de energía:
Retroceso de resorte: Un material se dobla tanto durante la deformación elástica como la plástica. El ángulo de retroceso se correlaciona positivamente con la resistencia al límite elástico y negativamente con el módulo elástico. De las diversas técnicas de flexion, el resortback es mayor con el doblado de aire y menos con el acuñado, mientras que el flexión inferior es intermedio. Con el aumento del grosor de la lámina durante la flexión de la chapa, el retroceso de resorte se reduce.
Observaciones finales
Un éxito Proceso de flexión de chapa metálicaRequiere un cálculo preciso de la longitud desplegada, una selección adecuada de las herramientas, una estimación correcta de la fuerza de flexión y control del resorte.
Optimizando continuamente el proceso de flexión de chapa metálica, los fabricantes pueden mejorar la precisión del doblado, reducir los costes de producción y lograr una calidad de producto más consistente.
Preguntas frecuentes
P1: ¿Qué es la Asignación por Flexiones?
El margen de flexión es la cantidad de chapa metálica que se estira como resultado de la flexion. Este valor se ve afectado por el material, el grosor de la lámina y las herramientas de curvatura.
El factor de margen de flexión también puede variar según el origen de la placa de acero y el tipo de freno de presión. Por lo tanto, el valor real debe medirse in situ.
Los cálculos de margen de flexión suelen realizarse para una curvatura de 90°. Los valores específicos también varían según la apertura del troquel del freno de presión y el tipo de chapa metálica.
La margen de flexión y la deducción por flexión, ΔK, son dos términos relacionados de la flexión de chapa metálica que se definen de forma diferente. Independientemente de la definición utilizada, la longitud del patrón plano permanece igual.
P2: ¿Qué es la deducción por curvatura?
Durante el proceso de diseño de chapa metálica, muchos ingenieros se han enfrentado al mismo dilema: ¿Por qué el componente de chapa, que está diseñado y desplegado correctamente en SolidWorks, no se correlaciona con las medidas necesarias cuando se envía a fabricación?
Aunque una desviación de medición de curvatura de 1-2 mm pueda parecer menor, en realidad, incluso una pequeña discrepancia de medición puede hacer que el conjunto sea insatisfactorio. Esto conduciría a un desperdicio de materiales y tiempos de entrega, así como a un aumento del coste de producción.
La fuente de este problema generalizado suele provenir de una mala comprensión o errores cometidos al definir la deducción por curva, el factor K y la tolerancia por curvatura. Estos parámetros conectan el diseño digital con el mundo físico. Estos parámetros forman la base de un diseño preciso de chapa metálica y tienen un impacto profundo en la calidad del producto y en la capacidad de fabricar el producto.
La deducción de bend puede ser la más fácil de entender de las tres. La deducción se realiza debido al proceso de flexión que provoca el estiramiento de la capa exterior y la compresión de la capa interior de la lámina, mientras que la capa neutra permanece sin cambios.
La deducción por flexión tiene en cuenta la "longitud" que falta debido al estiramiento y compresión de la sábana.
Dedución por flexión = (OSSB × 2) - BA
Donde:
OSSB = contratiempo exterior
BA = margen de flexión
Los valores de deducción por curvatura casi siempre los proporcionan los fabricantes de chapa metálica para ciertos materiales, grosores y radios de curvatura específicos según su experiencia práctica.
P3: ¿Qué es el control del aire?
También conocido como flexión por espacio o flexión libre, el proceso de flexión por aire crea una pieza metálica mediante el uso de un punzón para formar tres puntos de contacto en un chip inferior.
Durante el procedimiento, el punzón superior y el troquel inferior de la prensa de freno no se cierran completamente. La chapa metálica no está completamente presionada contra el chip inferior. Más bien, durante el proceso de flexión, la chapa metálica queda parcialmente sin soporte, o "en el aire".
El ángulo de flexión está determinado por la profundidad de recorrido del punzón superior en relación con el troquel inferior, y también depende del grosor de la lámina. Como regla general, a medida que aumenta la profundidad de recorrido del puñetazo superior, el ángulo de flexión disminuye. Ocurre lo contrario con una profundidad de viaje reducida.
Como las partes que están dobladas al aire tienden a retroceder, el ángulo de flexión será aproximado y no exacto. Para diferentes piezas, el proceso debe inspeccionarse y ajustarse a las tolerancias requeridas.
P4: ¿Qué es la flexión inferior?
Al igual que el proceso de flexión de aire, la flexión inferior también utiliza un punzón y un troquel inferior en forma de V. Sin embargo, la chapa metálica está completamente en contacto y presionada entre el punzón superior y el troquel inferior.
En la flexión inferior, la chapa metálica hace contacto total con el troquel inferior. Por lo tanto, el ángulo de flexión está determinado por el ángulo del troquel.
Debido al aumento de la fuerza de conformado y a la reducción del retroceso por resorte, la flexión del fondo es más precisa y más adecuada para la producción a mayor escala.
P5: ¿Qué es el springback en la flexión de chapa metálica?
El retroceso de resorte describe la tendencia de un material a volver a su forma original tras la eliminación de una fuerza especificada. Durante el proceso de flexionar una lámina, el material experimenta tanto tensiones de tracción como de compresión en extremos opuestos. Tras eliminar la fuerza de flexión, la lámina intenta recuperar su forma original debido a las tensiones. La recuperación se denomina springback.
El retroceso se describe generalmente en dimensiones angulares. El retroceso es una función compleja de muchas variables, incluyendo el tipo de material, el grosor de la lámina, la presión de flexión y el radio de curvatura.
Cuando se aplica una presión variable sobre un material doblado, la fuerza de reacción cambia. Tras eliminar la presión aplicada, el ángulo rebota en la dirección opuesta. Esto se conoce como resorte por flexión.
El reinicio se ve afectado por:
• Cuando se utiliza el mismo troquel, condiciones de flexión y grosor: SPCC < AL < SUS
•Al usar el mismo troquel y material, una lámina más fina suele resultar en un mayor retroceso de resorte.
•Para el mismo material, un radio mayor de la curva interior, R, generalmente resulta en un mayor retroceso.
Generalmente, cuanto mayor es la presión de flexión, menor es el retroceso de impulso.
P6: ¿Qué material es el más fácil de doblar?
De los materiales que son fáciles de doblar, la chapa de acero laminado en frío SPCC es la más fácil de doblar entre los materiales de lámina.
De los distintos materiales de chapa, el acero laminado en frío SPCC es uno de los más utilizados en la fabricación de chapa metálica, y doblar este material también es fácil y facilita la flexion.
El SPCC es menos frágil y más dúctil, lo que lo hace más ventajoso para el doblado y aún más para operaciones de flexión y conformado de chapa metálica. Las piezas hechas de SPCC suelen necesitar acabado para mejorar la superficie. Esto puede incluir pintar o electrodeponer. Pequeños defectos en la superficie o pequeños arañazos causados por la flexión suelen estar reflejados en los procesos de acabado.
El SPCC incluso se considera uno de los materiales más fáciles de usar para doblar en aplicaciones de chapa metálica.
P7: ¿Cómo se determina el radio de puñetazo?
Para una dobla dada de chapa metálica, el ángulo del troquel debe ser menor que el ángulo de flexión. Un ejemplo de esto es que para un ángulo de flexión de 90 grados, se utiliza comúnmente un ángulo de matriz de 88 grados.
Para hojas de 3 mm o menos, se utiliza un radio de punta de perforación de R0.6, pero si el procesamiento necesario tiene sus propias especificaciones, puede emplearse un radio de R0.2.
El chip debe comprobarse para ver si tiene el rango necesario para el procesamiento y si tiene el rango necesario para la resistencia a la presión.
El troquel debe comprobarse para asegurarse de que tiene la forma necesaria para la operación de flexión correspondiente.

