























Cómo evitar la interferencia de flexión de la chapa metálica en las operaciones de frenos de presión
Por autor: Mark Hanks
La interferencia en flexión de la chapa metálica es uno de los desafíos más comunes durante el flexión de frenos de prensa CNC. Ocurre cuando la pieza choca con el punzón, el troquel, el marco de la máquina o las bridas ya dobladas. En JS RAGOS, ayudamos a los clientes a identificar y eliminar interferencias de flexión mediante herramientas personalizadas, procesos de flexión optimizados y soluciones de diseño prácticas. Esta guía explica los tipos comunes de interferencia de flexión y comparte soluciones basadas en nuestra experiencia en fabricación.

1.1.Por qué es importante la interferencia de flexión
La flexión es la operación más importante en la chapa metálica. Esta operación se basa en la deformación plástica del metal para crear partes de una geometría y dimensiones específicas. En comparación con los procesos de soldadura, remachado o atornillado, el proceso de flexión tiene los siguientes beneficios.
• Mayor precisión y repetibilidad
• Reducción de los gastos de herramientas y mano de obra
• Tiempo de ciclo más corto
• Mejora de la apariencia eliminando uniones y juntas
Sin embargo, el uso de geometrías más complejas aumenta la probabilidad de interferencias por flexionamiento. Sin una planificación adecuada del proceso, la selección de las herramientas adecuadas y la consideración del orden correcto de operaciones, las interferencias de doblar pueden hacer imposible la fabricación de una pieza. En JS RAGOS, empezamos a abordar los problemas de interferencia en la fase de diseño de la pieza para garantizar una fabricación eficiente y fluida.
Cómo la curvatura en V previene la colisión de herramientas
2.2.¿Qué es la interferencia de flexión de chapa metálica?
La interferencia de flexión ocurre principalmente en componentes diseñados para soportar dos o más curvas. En tales casos, la interferencia se produce debido a una colisión física entre un borde doblado de un componente en el proceso y el troquel, el punzón, el marco de la máquina o una característica del componente. Los principales factores que influyen son:
• Forma y dimensiones de la pieza
• Herramientas (punzonador y troquel)
• Estructura de la máquina (ancho de caja, carrera del eje, recorrido del manómetro trasero)
• Secuencia de flexión
A continuación se presentan los tres tipos más comunes de interferencia por flexión, ilustrados con ejemplos típicos.
2.1 Interferencia entre el borde doblado y las herramientas
Este es el tipo de interferencia más frecuente. Durante el ciclo de flexión, la brida previamente doblada puede chocar con el punzón (herramienta superior) o el troquel (matriz inferior), provocando deformación o deteniendo el proceso.
• Interferencia del troquel superior – El borde doblado golpea el punzón al girar hacia arriba.
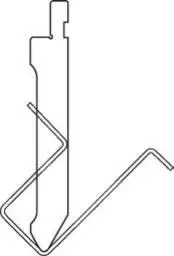
Figura 1: Interferencia del punzón superior durante el doblado de chapa metálica
• Interferencia del chip inferior – La pieza choca con el hombro del chip o con la herramienta inferior.
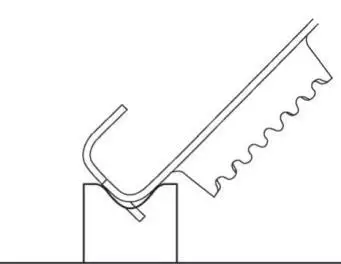
Figura 2: Interferencia inferior del chip en la flexión del freno de presión
Ejemplo: Una brida alta en una parte en forma de "U" puede golpear fácilmente el punzón. JS RAGOS recomienda comprobar la liberación de las herramientas al principio de la fase de diseño.
2.2 Interferencia entre la pieza y la máquina
Esto ocurre con geometrías cerradas o sobredimensionadas, como:
• Curvas cerradas de tres lados – Tras doblar dos lados paralelos, las altas paredes verticales golpean el dado superior al intentar el tercer lado. Además, la cama de la máquina o el manómetro trasero pueden bloquear la posición de las piezas.
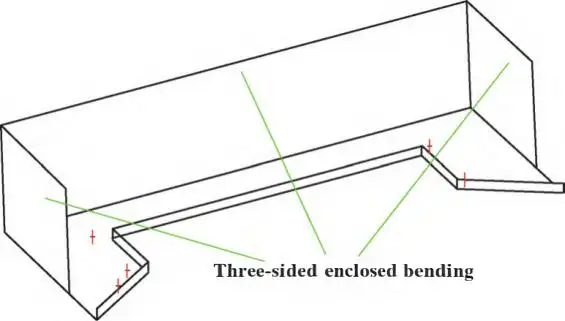
Figura 3: Interferencia de flexión cerrada en tres lados
• Curvas en forma de "Z" – Un simple desplazamiento (Z-bend) suele fallar: tras la primera curva de 90°, la pata larga apunta hacia abajo y golpea la mesa de la máquina durante la segunda curva.
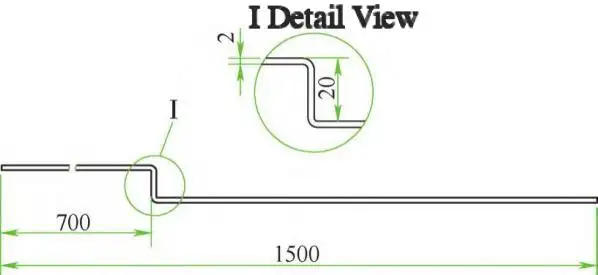
Figura 4: Flexión en forma de Z
✨ Visión de JS RAGOS: Muchas de las llamadas piezas "inflexibles" pueden salvarse ajustando el orden de flexión o utilizando herramientas especiales — véase la Sección 3.
2.3 Interferencia con otras características de las piezas
En piezas con requisitos de montaje ajustados, las tolerancias acumuladas y el retroceso pueden provocar que los bordes choquen o que los ángulos queden cortos.
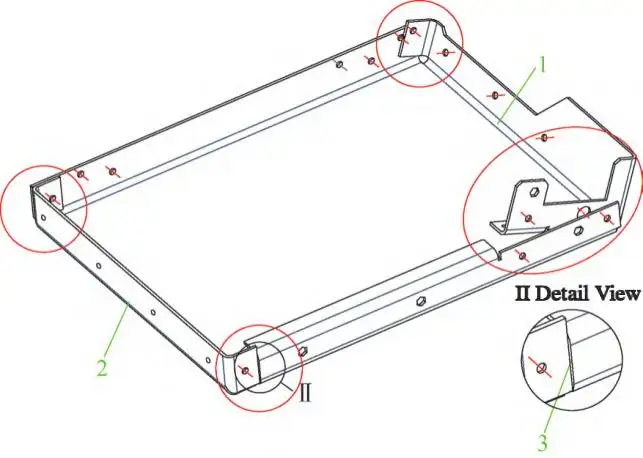
Figura 5: Doblar con una estructura de ensamblaje
Ejemplo: una pieza en forma de caja con bridas internas de acoplamiento. Si la tolerancia de ancho es demasiado negativa (sobredoblada), las bridas laterales chocan entre sí. Sin una separación adecuada en ciertas posiciones, el ángulo de flexión no puede alcanzar los 90°.
Estos casos requieren un enfoque holístico: análisis de tolerancias, compensación de retroceso y planificación de secuencias.
Tipos comunes de interferencia de flexión en chapa metálica
| Tipo de interferencia | Causa típica | Solución recomendada |
| Borde doblado y herramientas | Las bridas altas chocan con el punzón o troquel | Usa una punzón de cuello de gallina o personaliza las herramientas |
| Pieza y máquina | Las piezas cerradas o sobredimensionadas golpean el chasis o la cama de la máquina | Prueba con una mejor secuencia de flexión o usa otra máquina con mayor espacio de garganta o luz del día |
| Interferencia de características de las piezas | Bridas adyacentes o espacios estrechos provocan colisiones | Ajustar tolerancias, rediseñar piezas o compensar el retroceso |
3. Soluciones prácticas a la interferencia de flexión de chapa metálica
Basándose en décadas de experiencia en fabricación, JS RAGOS aplica las siguientes estrategias —a menudo en combinación— para resolver los problemas de interferencias de forma eficiente.
3.1 Optimizar la selección de herramientas y modificar las formas del chip
La elección de las herramientas es la primera línea de defensa.
• Punzón de cuello de gancho / ganso – La solución más común para piezas en forma de "U". Su diseño empotrado proporciona espacio para bridas altas. JS RAGOS ofrece una gama de punzones de cuello de ganso y puede recomendar el tamaño adecuado según la altura de tu brida y el ancho de la parte inferior.
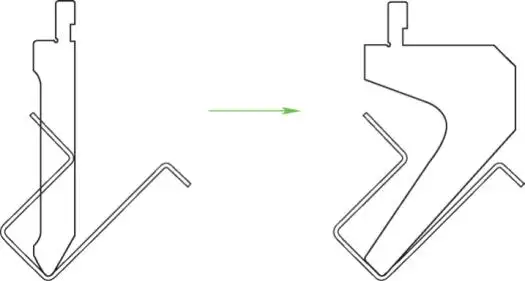
Figura 6 Punzón de cuello de gallina para piezas de chapa metálica en forma de U.
• Herramientas estándar modificadas – Muesca, fresa o taladro agujeros de holgura en el punzón o matriz donde ocurre interferencia. Sin embargo, verifica siempre que el cuerpo restante de la herramienta tenga suficiente resistencia para evitar desgaste prematuro o deflexión.

Figura 7: Moho modificado
Cuando ni siquiera un punzón de cuello de ganso puede despejar la pieza, JS RAGOS recomienda una flexión en línea de puntuación o en canal en V (también llamada "enrutado antes de doblar").
Cómo la curvatura en V previene la colisión de herramientas
La curvatura en V se refiere al mecanizado de una ranura en V en puntos designados de flexión de una chapa metálica, que posteriormente se dobla hasta la forma deseada mediante un freno de presión. Las características del proceso de flexión en V-groove pueden resumirse en tres aspectos.
1) Características del proceso de doblado en ranura en V
La curvatura en V provoca un radio de borde pequeño y no hay marcas de flexión en la pieza.
Según las teorías de la flexión de chapa metálica, el radio de flexión en el borde de una pieza de chapa metálica depende del grosor de la chapa. La curvatura en V requiere mecanizar una ranura de una forma determinada en el lugar de flexión. Esta operación consiste inherentemente en eliminar el grosor y aumentar el borde de la zona de flexión. La flexión en ranura en V también requiere una menor fuerza de flexión debido al menor grosor en la zona de flexión. Como la fuerza de flexión no afecta a toda la pieza, no se producen marcas de flexión en la pieza, ni siquiera en superficies decorativas. Además, el proceso de flexión en ranura en V requiere una fuerza reducida, eliminando así la posibilidad de hendiduras en superficies decorativas.
Este proceso es especialmente aplicable a los acabados decorativos de trabajos metálicos de alta gama en hoteles, bancos, centros comerciales, aeropuertos y otros lugares de lujo.
2) Reducción del tonelaje de equipos para operaciones de flexión
En el contexto de la flexión de chapa metálica, la fuerza de flexión y el tonelaje asociados a la operación de flexión están directamente relacionados con el grosor de la lámina. Un mayor grosor de lámina implica la necesidad de una mayor fuerza de flexión y mayor tonelaje por parte de la máquina de curvatura.
Con la introducción de una ranura en V antes de la operación de flexión, el grosor de la lámina se reduce sustancialmente. Esta reducción, a su vez, resulta en una menor fuerza de flexión para la operación y permite doblar láminas más gruesas en frenos de presión con menor tonelaje.
Este método reduce el coste de las máquinas de freno de presión, menor coste energético y ahorro en espacio de producción.
3) Flexión de piezas complicadas y manipulación de remontada
Como se muestra en la Figura 2, la pieza no puede formarse utilizando las técnicas habituales de flexión en un freno de presión estándar. Sin embargo, es posible formar la pieza mecanizando primero ranuras en V sobre la pieza, seguidas de doblar manualmente.
Además, la fuerza y el ángulo de retracción pueden ser influenciados y controlados por el grosor de la lámina después de que se haya cortado la ranura en V. Si el grosor tras el surco en V es de unos 0,3 mm, entonces el ángulo de retracción es insignificante y el remontículo prácticamente se elimina.
Marcador / V-Método de ranura:
• Presiona una hendidura poco profunda (profundidad de ranura en V≈ 80% X grosor de lámina) a lo largo de la línea de flexión.
• La ranura permite una pre-flexión parcial (por ejemplo, hasta 135° en lugar de 90°), evitando colisiones de herramientas en pasos posteriores.
• Finalmente, aplanar a 90°.
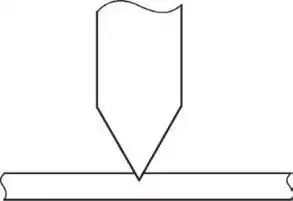
Figura 8: Proceso de prensado de alambre

a) Canalización y pre-flexión b) Grooving, bending y corrección
Figura 9: Ranurado y flexión
Precaución: Las ranuras profundas pueden reducir la resistencia o causar grietas — evalúa por aplicación. JS RAGOS puede realizar pruebas de viabilidad para tu material y grosor específicos.
3.2 Diseñar una secuencia de flexión inteligente
Optimizar la secuencia de flexión suele ser el método más rentable para eliminar interferencias en piezas complejas de chapa metálica. En muchos casos, una secuencia de flexión inteligente puede eliminar la necesidad de herramientas personalizadas costosas y mejorar la eficiencia de la producción.
Para la Z-Ejemplo de flexión:
En lugar de doblar ambas patas directamente a 90°:
• Pre-doblar la primera etapa hasta aproximadamente 135°.
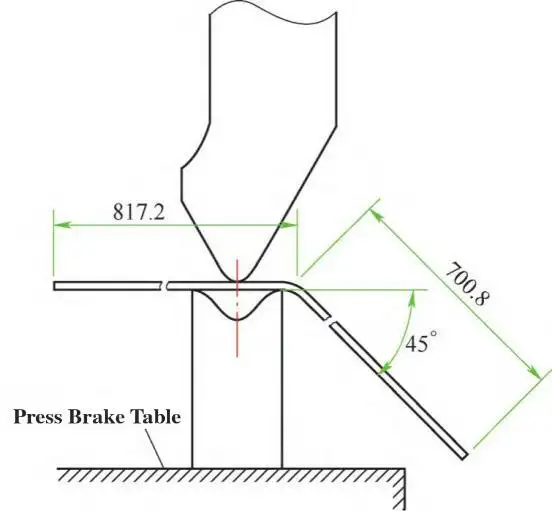
Figura 10: Esquema del pre-flexión
• Doblar completamente la segunda etapa a 90°.
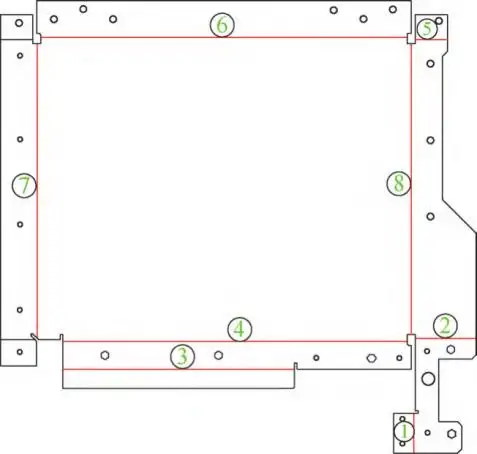
Figura 11: Secuencia de flexión
• Volver a la primera etapa y terminarla a 90°.
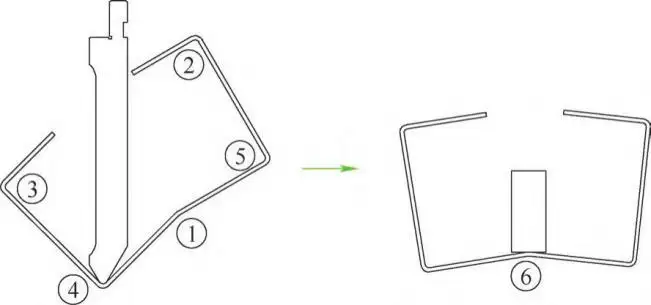
Figura 12: Proceso de pre-flexión
Para complejo, multi-Partes de doblación:
• Utilizar razonamiento en orden inverso: determinar primero la última curva y luego trabajar hacia atrás. Esto asegura que las bridas críticas (las más difíciles de acceder) se doblan al final, evitando interferencias con el punzón.
Pre-Dominio como operación sacrificial:
Añade una curva inversa temporal (ángulo pequeño) donde se predice la interferencia. Tras completar las curvas principales, la curva temporal se corrige o se elimina.
JS RAGOS ayuda a los clientes a simular secuencias de flexión usando CAD/CAM y conocimientos probados en el campo, ahorrando semanas de prueba y error.
3.3 Elige el equipo de flexión adecuado
No todos los frenos de presión son iguales. Dos tipos principales:
• Prensas de formación ascendente (de fondo de fusión) – Adecuadas para láminas finas; el puñetazo se mueve hacia arriba desde abajo.
• Prensas de formación descendente (top-ram) – El punzón se mueve hacia abajo; Mejor para placas gruesas y piezas grandes.
Principales parámetros de la máquina que influyen en la interferencia:
• Altura y carrera abiertas – Espacio insuficiente para un espacio prolongado en bridas altas.
• Ancho de cama – Las camas anchas pueden bloquear partes que se extienden por debajo del chip.
• Rango y disposición del ancho de manómetro traseros – Puede entrar en conflicto con piezas largas o asimétricas.
JS RAGOS opera una gama de frenos de presión CNC modernos (incluidos modelos con software avanzado para evitar interferencias) y puede asesorar sobre la selección de máquinas para tu familia de piezas específica.
3.4 Diseño Personalizado / No-Herramientas estándar
Para geometrías muy complejas, las herramientas comerciales no serán suficientes. JS RAGOS diseña y fabrica herramientas dedicadas a la curvatura no estándar, incluyendo:
• Troqueles de forma de una sola pieza (por ejemplo, punzones escalonados, formas adaptadas al radio)
• Conjuntos modulares (herramientas móviles multicomponente que "se expanden" o "colapsan" durante la carrera)
Las herramientas personalizadas requieren un análisis cuidadoso de la geometría de la pieza, material, tamaño del lote y coste. JS RAGOS ofrece un servicio integral: estudio de viabilidad → diseño 3D → producción → prueba interna.
3.5 Mejorar el diseño de las piezas para que se doble
A veces, la mejor solución es modificar el diseño del producto sin afectar su función ni sus dimensiones.
Caja real de JS RAGOS (cubierta de lámpara de locomotora):
El diseño original tenía dos bridas de ángulo agudo y una junta de soldadura separada. Tras el análisis, intercambiamos la junta de soldadura y una brida:
• La brida previamente aguda se convirtió en una curva recta (fácil de formar).
• La brida original se convirtió en una junta de soldadura (acortada en un 45%).
Resultados:
• Sin interferencias de flexion.
• Reducción del 55% en la longitud de soldadura → menor coste y mayor rendimiento.
• No se requiere herramientas especiales.
JS RAGOS ofrece revisiones DFM (Design for Manufacturability) en la fase inicial de prototipado para captar estas oportunidades.
4. Resumen y Por qué elegir JS RAGOS
La interferencia de flexión de la chapa metálica es inevitable a medida que las piezas se vuelven más complejas, pero nunca es irresoluble. La clave es combinar:
• Selección adecuada de herramientas (estándar, modificada o personalizada)
• Una secuencia de flexión bien planificada (pre-flexiones, lógica inversa)
• Conocimiento de las limitaciones de la máquina (y elección del equipo adecuado)
• Optimización de diseño (cambiar características que causan autointerferencia)
Como fabricante dedicado, JS RAGOS no solo escribe sobre soluciones — las aplicamos a diario en nuestro taller.
Prevenir la interferencia de la chapa metálica en la flexión requiere la combinación adecuada de selección de herramientas, optimización de la secuencia de flexión y capacidad de controlador de curvado.
Tanto si necesitas punzones de cuello de gallina, herramientas personalizadas o soluciones completas de frenos de presión CNC, JS RAGOS puede ayudar a mejorar la calidad del doblado y la eficiencia de producción.
Contacta con JS RAGOS para una revisión gratuita de tu pieza o dibujo. Te ayudaremos a analizar la posible interferencia de flexión y a identificar las mejores soluciones antes de la producción.
Preguntas frecuentes
P1: ¿Por qué ocurre la interferencia de flexion?
La mayoría de las veces, en el proceso de flexión de chapa metálica, la aparición de interferencias en bridas y lengüetas más pequeñas puede afectar a la calidad de la pieza de trabajo. Esto incrementa defectos, reestructuración, reduce la eficiencia de la producción y aumenta los costes.
Para soluciones in situ, este problema de interferencia puede resolverse seleccionando y cambiando la herramienta de flexión por un perfil de herramienta diferente, lo que puede ayudar a lograr el proceso deseado.
Pequeñas pestañas de componentes doblados pueden mostrar interferencias, como se ilustra en la imagen de abajo.
P2: ¿Cómo evitáis la interferencia del freno de presión?
A partir de la estructura de la pieza de trabajo, se pueden seleccionar diferentes perfiles de herramientas de doblado. También puedes contactar con JS Ragos. Nuestro equipo puede revisar tu dibujo de piezas y sugerir un perfil de flexion.
P3: ¿Pueden los puñetazos de cuello de ganso eliminar interferencias?
Como otras herramientas, los punzones tipo cuello de ganso pueden ayudar a resolver problemas de interferencia por flexión, aunque también tienen sus limitaciones. No existe un perfil de herramientas que solucione todos los problemas de flexión.
P4: ¿Cuál es la secuencia óptima de flexión para piezas complicadas de chapa metálica?
Al observar la evolución de la tecnología de frenos de prensa, podemos observar el desarrollo desde los frenos de prensa NC hasta los frenos de prensa CNC. Los frenos de prensa CNC modernos más avanzados tienen la capacidad de simulación 2D y 3D, y también está disponible el software correspondiente para la planificación y programación.
Cuando se trabaja con un proveedor de frenos de presión para especificar un freno de presión, debes comprobar si estas funciones están disponibles. Esto permite al controlador CNC generar automáticamente una secuencia de flexión optimizada para cada importación de un archivo DXF o STEP 2D o 3D.
P5: ¿Cuándo es necesario hacer herramientas personalizadas?
Como se muestra en la figura, cuando un pequeño puñetazo de cuello de ganso no proporciona el espacio necesario, debe usarse uno más grande para lograr el espacio necesario.

