























Cizalladura hidráulica de chapa metálica 3000 mm: Guía de ajuste del ángulo de corte
Los bordes ásperos y los tamaños de piezas que se desplazan rara vez empiezan con una hoja defectuosa. Más a menudo, el ángulo de corte está desequilibrado: cambia cómo inicia el corte, cómo se desplaza y cuánto se ve obligada a deformar la lámina. JS RAGOS fabrica máquinas de corte guillotina como la Cizalladora de Chapa Hidráulica de 3000 mm para mantener el corte estable y repetible. No importa si usas acero, acero inoxidable o de aluminio, el resultado es constante: ajusta el ángulo de corte al grosor y comportamiento, y obtienes bordes más limpios, carga de máquina más ligera y menos problemas "misteriosos" en el taller.

Fundamentos del ángulo de cizalladura: El ajuste que lo cambia todo
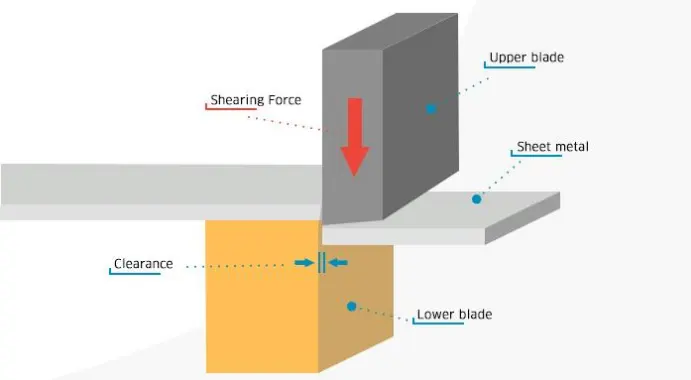
El ángulo de corte es el ángulo que utiliza la hoja superior para "entrar" en la lámina y avanzar en el corte. En una cizalladura guillotina, la hoja no separa el material en todas partes a la vez: la separación ocurre a lo largo de una línea móvil. El ángulo de corte controla esa línea: la rapidez con la que avanza el corte, cuánta fuerza se concentra y cómo reacciona la chapa bajo tensión.
Si el ángulo es demasiado suave para un trabajo difícil, la máquina puede empujar más de lo necesario, aumentando el ruido, la vibración y la formación de muebas. Si el ángulo es demasiado agresivo para una lámina fina o flexible, puedes ver torcida, curvatura o un borde ondulado porque la lámina se está tirando y desviando mientras el corte avanza.
Para una cizalladura hidráulica de chapa metálica de 3000 mm, esto importa aún más porque la longitud amplifica pequeños errores. Lo que parece un problema menor de configuración en un corte de 1 metro puede convertirse en una distorsión visible a lo largo de un borde de 3 metros.
✅ Un ángulo de corte más alto puede reducir la fuerza de corte máxima en muchos casos
✅ Un ángulo bien ajustado estabiliza el flujo de chatarra y el comportamiento de las astillas
✅ El ángulo correcto mejora la rectitud y la consistencia en largas sábanas
Por qué el ángulo de corte afecta a la precisión, la vida útil de la hoja y el rendimiento
Los talleres suelen querer tres resultados al mismo tiempo: piezas precisas, menos consumibles y ciclos más rápidos. El ángulo de corte soporta los tres porque influye en la deformación, la resistencia y la vibración, tres factores que impulsan la calidad diaria del corte.
La precisión mejora cuando se controla la deformación. Menos movimiento de la lámina durante la separación significa bordes más rectos y menos retoques relacionados con las rebabas. Esto importa porque muchos procesos posteriores —flexión del freno de prensa, montaje y montaje de soldadura— dependen de un filo de referencia fiable. Si el filo no está recto, tu programa de flexión "perfecto" sigue produciendo piezas imperfectas.
La vida útil de la hoja mejora cuando se reduce la resistencia. El corte es un proceso de fractura controlado. Cuando la resistencia es alta, el filo de la pala sufre más tensión, calor y riesgo de microdesconchadura. Una resistencia más baja y estable tiende a alargar el tiempo útil de la pala y a reducir los topes no planificados por volteo o reemplazo.
El rendimiento mejora porque el proceso se vuelve predecible. Los operadores dejan de "buscar" ajustes, los cortes de prueba se reducen y la máquina cicla con más confianza, especialmente cuando el material cambia a lo largo del día.
✅ Una resistencia menor suele significar menos correcciones de ángulo y menos recortes
✅ Un corte más suave reduce las marcas de vibración y el vibración de los bordes
✅ Los ciclos estables facilitan la planificación de la programación y la salida
¿Qué determina el mejor ángulo de corte para cada trabajo?
No hay un ángulo "perfecto" único para cada sábana. La elección correcta depende de cómo se comporte el material cuando se tensa y de cómo se soporte y posiciona la lámina durante el corte.
El material y el grosor son lo primero
Diferentes metales se fracturan de forma distinta. Los materiales más duros o de mayor resistencia suelen responder mejor a ajustes que reducen la deformación y evitan el desgarro. Los metales más blandos pueden cortar limpiamente, pero las láminas finas pueden deformarse fácilmente si el ángulo favorece el tirón o la flexión.

Una forma práctica de pensarlo: eliges un ángulo que crea una separación controlada con el mínimo movimiento de la lámina.
✅ Los materiales de mayor resistencia a menudo necesitan control de deformación, no fuerza bruta
✅ Las láminas finas suelen beneficiarse de ajustes que reducen la torsión y el arco
✅ La producción mixta requiere ajustes rápidos y repetibles, sin afinación "basada en la sensación"
El soporte, la alineación y el sujetar importan más de lo que la gente espera
Ni siquiera el mejor ángulo de corte puede compensar un mal soporte. En las chapas largas, el hundimiento y el desplazamiento crean una falsa impresión de que el ángulo de corte es incorrecto, cuando el verdadero problema es que la lámina no es estable. Por eso una cizalladura hidráulica de chapa metálica de 3000 mm debe combinarse con un soporte frontal sólido y una posición precisa.
La estabilidad en la sujeción también importa. Si la lámina se arrastra durante el corte, puedes ver bordes inconsistentes, cambios en los patrones de muelas o una superficie que parece "rayada" cerca de la línea de corte.
✅ El soporte frontal robusto reduce el hundimiento en placas largas y ayuda a proteger la precisión del corte
✅ Una alineación mejorada reduce las vibraciones, apoyando una mejor textura y rectitud de los bordes
Un flujo de trabajo de configuración repetible para principiantes en la tienda
Un proceso repetible es más efectivo que depender solo de la teoría. Cuando sigues la misma rutina cada vez, tus cortes se mantienen constantes. Si surge un problema, es más fácil encontrar la causa porque no estás cambiando todo de golpe.
1) Empezar con el material, el grosor y el estándar de filo
Anota el material, el grosor y la calidad de los filos que necesitas para el trabajo. Cortar para la preparación de soldadura es diferente al corte de paneles cosméticos. Una "buena" ventaja depende del siguiente paso del proceso.
2) Confirmar la precisión del soporte de la lámina y la precisión del retrogálido
Para material de 3000 mm, utiliza soportes frontales para que la lámina no se hunde. Luego verifica la posición del backgauge. Si la lámina empieza torcida, el corte parecerá incorrecto incluso con el ángulo correcto.
3) Establecer ángulo de corte para separación controlada, no máxima agresividad
Tu objetivo es un corte estable con baja deformación, no simplemente "más ángulo". Sobrecorregir a menudo genera nuevos problemas que se asemejan a defectos de la cuchilla.
4) Realizar un corte de prueba corto e inspeccionar el borde completo
Mira más allá de los primeros 200 mm. Inspecciona la rectitud y textura a lo largo de toda la longitud. La textura desigual suele señalar problemas de estabilidad, desajuste entre la hoja o un ángulo de corte que no se adapta al comportamiento del material.
✅ Comprobar la rectitud del borde a lo largo de los 3000 mm completos
✅ Comprueba la deformación de láminas finas (curvatura/torsión) después de cortar
✅ Ajusta gradualmente y documenta los ajustes de trabajo por material y grosor

Problemas comunes de "palas" que en realidad son problemas de ángulo de corte
Muchas quejas de calidad apuntan a las hojas, pero el patrón del defecto suele apuntar a otro lado.
Marcas de vibración en bordes rugosos: comúnmente asociadas a cortes inestables (desajuste de ángulo, mal soporte o separación incorrecta de la hoja).
Deriva dimensional en partes largas: el corte es estable al principio, pero la lámina se desplaza o deforma gradualmente a medida que avanza la hoja, cambiando el tamaño final.
Curvado sobre lámina fina: la sábana no se separa limpiamente; Se flexiona bajo tensión porque el ángulo no se ajusta al grosor y al soporte.
Cuando las muelas parecen pesadas en algunas secciones y ligeras en otras, a menudo significa que la lámina se flexiona de forma diferente a lo largo de su longitud, o que la condición de corte cambia a medida que avanza la hoja.
✅ Cuando los defectos cambien a lo largo del borde, investiga primero la estabilidad
✅ Cuando los defectos se repitan en diferentes materiales, verifica la lógica de configuración, no solo el filo de la hoja
Cómo las máquinas JS RAGOS facilitan la configuración del ángulo de corte
Una guía de ángulo de corte debe terminar con controles prácticos, características que reduzcan el esfuerzo del operador y aumenten la repetibilidad. Las tijeras guillotina JS RAGOS están diseñadas para reducir las conjeturas en la configuración, lo cual es especialmente útil cuando usas varios materiales y grosores.
- Ajuste de ángulo de corte controlado por CNC
Nuestras máquinas soportan el ajuste de ángulo de corte controlado por CNC para que los operadores puedan ajustar el ángulo según el tipo de material y el grosor. Esto mejora la consistencia en láminas finas, reduce la fuerza de corte en trabajos más difíciles y reduce el tiempo de "prueba de corte" cuando la producción cambia de material.
- Opciones de mando para diferentes niveles de habilidad
Ofrecemos un control NC fiable (como E21 Estun) para un funcionamiento sencillo, además de opciones CNC avanzadas como Delem DAC360T y Cybelec CT8 para usuarios profesionales. El control a niveles superiores mejora la gestión del retroactivo, la separación de la pala y el ángulo de corte, facilitando la configuración repetible para los equipos.

- Hidráulica estable para cortes predecibles
Nuestras máquinas de esquilador pueden equiparse con sistemas hidráulicos Rexroth para una fuerza estable, un funcionamiento suave, larga vida útil y control eficiente energéticamente, especialmente importante en cortes de alta resistencia donde la consistencia protege la calidad y el tiempo de funcionamiento.
- Hojas H13 resistentes al desgaste
Utilizamos cuchillas de acero H13 para aumentar la resistencia al desgaste y mantener el rendimiento de los filos durante periodos de producción más largos, ayudando a los talleres a mantener la calidad del corte estable a través de cargas reales.
Soporte frontal y apoyo opcional antideformación
El soporte frontal mejora la posición y reduce el hundimiento en las sábanas largas. Para placas más grandes, un dispositivo opcional de soporte antideformación sostiene la chapa tras el corte para reducir la flexión y mantener un manejo más suave, especialmente en una línea de cizallamiento hidráulico de 3000 mm.
✅ Configuración más rápida con menos ajustes de "adivinar y comprobar"
✅ Bordes más limpios que reduzcan el esmerilado, el desbarbado y el retrabajo
✅ Rendimiento más estable para hojas largas y calendarios de materiales mixtos
CTA: Obtén una recomendación de configuración de cizalladura de 3000 mm para tus materiales
Para conseguir cortes más limpios sin adivinar, alinea el control del ángulo de corte, el control de la brecha de la hoja y las opciones de soporte con tus materiales reales y rango de grosor. JS RAGOS puede recomendar una configuración hidráulica de cizalladura de chapa metálica de 3000 mm con el nivel adecuado del controlador, el paquete hidráulico y los accesorios.
✅ Solicita un presupuesto: Envía tu tipo de material, rango de grosor y calidad de corte objetivo. Propondremos una solución práctica de montaje que reduzca la deformación y mejore la estabilidad diaria del corte.

