























Cómo dominar la programación de producto con un freno de presión Delem
La programación del freno de prensa Delem es una de las habilidades más importantes en el trabajo diario de flexión porque afecta directamente a la precisión, la repetibilidad, la velocidad de ajuste y la eficiencia del operador. En muchos talleres, la diferencia entre una producción fluida y una corrección repetida suele empezar en el controlador.

Para operadores, programadores y jefes de producción, los hábitos de programación sólidos importan tanto como la estructura de la máquina o la calidad de las herramientas. Una pieza bien programada ayuda a reducir las curvas de los ensayos, mantiene el orden de curvatura limpio y facilita mantener resultados estables en trabajos repetidos. Por eso, aprender a usar correctamente un freno de presión Delem no es solo una tarea técnica. También es una forma práctica de mejorar el rendimiento en la planta.
Entrada tModo Programa
El primer paso para trabajar con un freno de presión Delem es entrar en modo producto o programa. Desde esta pantalla, el operador puede crear un nuevo programa de piezas o editar un programa que ya esté guardado.
En la producción normal, hay dos puntos de partida comunes:
• Abrir un producto existente desde la visión general del producto
• Crear un nuevo programa para una pieza nueva
• Confirmar los datos del producto y la configuración de la herramienta
• Entrar en la pantalla de programación de bend
Una vez dentro de la página del programa, el operador puede ver la secuencia activa de flexión y moverse entre pasos de curvatura usando el selector de curvatura. Esta disposición facilita inspeccionar una curva a la vez sin perder de vista la estructura general del programa.
En la mayoría de las interfaces Delem, los botones laterales permiten un acceso rápido a las áreas principales de programación. Estas suelen incluir la página principal de datos de curvatura, la tabla completa de curvatura, propiedades del producto, cambios de herramientas, inserción de curvas y funciones de rebatido. Cuando se usan correctamente, estos atajos ahorran tiempo durante la programación y en ajustes posteriores en trabajos repetidos.
Comprensión tPrincipales puntos de vista de programación
Un programa Delem Press Brake suele gestionarse a través de varias vistas conectadas en lugar de una sola pantalla. Cada vista cumple un propósito diferente en el proceso de programación.
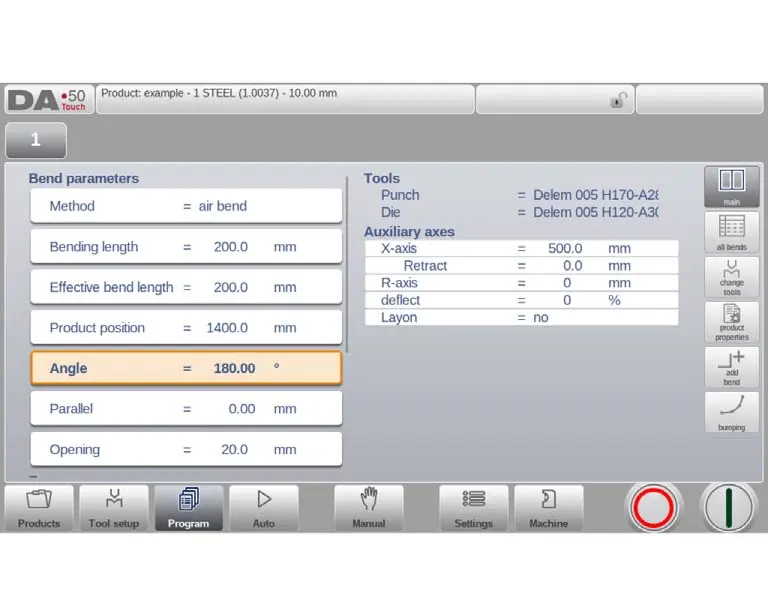
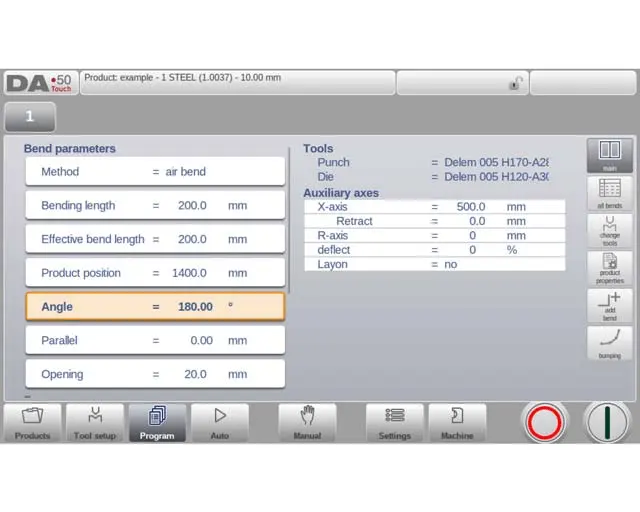
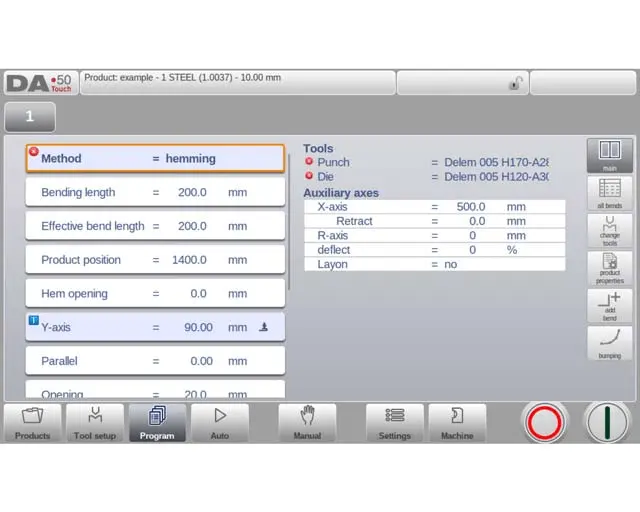
La vista principal es donde el operador edita el paso activo de flexión. Esta es la pantalla que se utiliza con mayor frecuencia durante la programación inicial y la resolución de problemas. Muestra los valores primarios para la curvatura elegida y permite una entrada directa rápida.
La vista de Todas las curvas lista cada paso de curvatura en una tabla, facilitando la revisión de la secuencia completa, la comparación de curvas, su orden o la edición del programa completo de forma más eficiente.
La página de Propiedades del Producto conserva la información básica del producto para la pieza. Estos valores no están vinculados a una sola curva. En cambio, definen la parte en su conjunto, incluyendo la identificación e información relacionada con el material.
El área de cambio de herramienta se utiliza cuando la herramienta necesita actualizarse para una curvatura o para el programa completo. Esto resulta especialmente útil cuando un trabajo se revisa para una apertura de troquel, perfil de punzón o método de producción diferente.
Parámetros clave que moldean cada curva
Cada paso de curvatura dentro de un programa Delem Press Brake contiene un grupo de parámetros que definen cómo la máquina realizará esa curva. Comprender estos valores a fondo ayuda al operador a mejorar la velocidad de ajuste y a lograr un rendimiento de flexión más consistente.
- Método de Flexión
El método de flexión seleccionado cambia la forma en que la máquina calcula y ejecuta la curvatura. Los métodos habituales incluyen el dobladillo al aire, el uso de la parte inferior y el dobladillo. Cada método requiere una lógica diferente para la posición del haz y el comportamiento de la fuerza.
La curvatura de aire se utiliza comúnmente para la programación flexible de ángulos porque la máquina calcula la profundidad requerida en el eje Y según el ángulo objetivo. El bottoming empuja la lámina con más firmeza hacia el chip y depende más de las condiciones de fuerza. El dobladillo se utiliza cuando la brida debe doblarse, por lo que la posición de la viga debe tener en cuenta la superficie del troquel y el grosor de la lámina.
- Longitud, posición y ángulo
La longitud de flexión es importante porque afecta a la demanda de fuerza y al cálculo de la coronación. La longitud efectiva de flexión también puede aplicarse en el cálculo de carga cuando hay más de una línea de flexión involucrada en la pieza.
La posición del producto especifica la ubicación de la pieza en la dirección Z con referencia al datum de la máquina. La posición correcta ayuda a mantener la alineación durante programas más largos o detallados.
Para la programación basada en ángulos, el ángulo objetivo es una de las entradas más importantes. En modo ángulo, el sistema calcula automáticamente la posición del haz. En modo posición absoluta, el programador establece directamente la profundidad de flexión.
- Ajustes de movimiento de haz
Varios ajustes controlan cómo se comporta el haz durante y después de la curva:
• Mudo: el punto de cambio de aproximación rápida a velocidad de presión
• Apertura: la abertura tras la flexión para facilitar el manejo de piezas
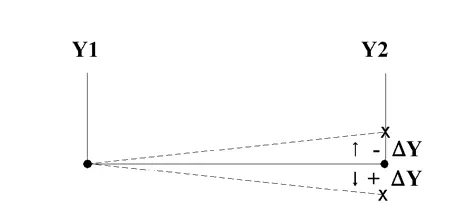
• Paralelo: corrección entre los lados izquierdo y derecho del cilindro
• Tiempo de permanencia: tiempo de espera en el punto de curvatura
• Descompresión: distancia de liberación tras presionar
• Velocidad: velocidad de presión durante la carrera de trabajo
• Velocidad de descompresión: velocidad durante el movimiento de descompresión
Estos valores pueden parecer secundarios al principio, pero en la producción real afectan fuertemente a la consistencia, la comodidad de manejo y la eficiencia del ciclo.
Funciones adicionales que mejoran la flexibilidad
Un controlador de freno de presión Delem también incluye funciones escalonadas que ayudan a los operadores a manejar condiciones de producción más complejas.
Los ajustes de repetición permiten saltarse o repetir una bend varias veces. Esto puede ser útil en operaciones de lógica de formación especial o en cadenas.
Los ajustes de espera a la retracción controlan si el haz continúa inmediatamente o se detiene hasta completar la acción de retración. Esto mejora la coordinación entre el movimiento del haz y el movimiento de la galga.
Los códigos paso determinan cuándo se activan nuevos valores de parámetro. Dependiendo de la lógica de programación, un cambio de valor puede producirse en la descompresión, la posición de silenciamiento, el punto muerto superior o a través de una señal externa. También se puede añadir tiempo de retraso cuando se necesita una breve pausa antes de que comience el siguiente paso.
Estas funciones no siempre se utilizan en trabajos sencillos, pero resultan valiosas al manejar secuencias avanzadas o integrar el movimiento de la máquina con mayor cuidado.
Gestión de propiedades del producto and Datos de Herramientas
Una buena organización de programas comienza con datos de producto limpios. En un freno de prensa Delem, la página de propiedades del producto permite al operador definir el ID de la pieza, descripción del producto, grosor de la lámina, tipo de material y modo de selección de ángulo.
Esta información es importante por varias razones. Primero, facilita la búsqueda en la biblioteca del programa. Segundo, apoya el comportamiento correcto de cálculo. Tercero, ayuda al siguiente operador a entender el trabajo sin reabrir cada paso de curva.
Los datos de las herramientas son igualmente importantes. Las herramientas de la máquina real deben correlacionarse con el punzón y el troquel asignados para el programa. El operador puede realizar un cambio en la herramienta modificando un paso de curvatura o todo el programa, dependiendo de cómo afecte a la producción.
Dependiendo de la configuración de la máquina, pueden aplicarse algunas de las siguientes: datos de ejes auxiliares, distancias de retración, velocidades de ejes y opciones de colocación. Cuando estos se programan correctamente, el movimiento hacia atrás se vuelve más estable y mejor adaptado al proceso real de manejo.
Usando tél Todos Dobla la Vista Más Eficientemente
La pantalla de todas las curvas ofrece una visión general completa del programa. Este suele ser el lugar más rápido para editar una pieza de varios pasos porque permite al operador revisar la secuencia de curvatura en su conjunto.
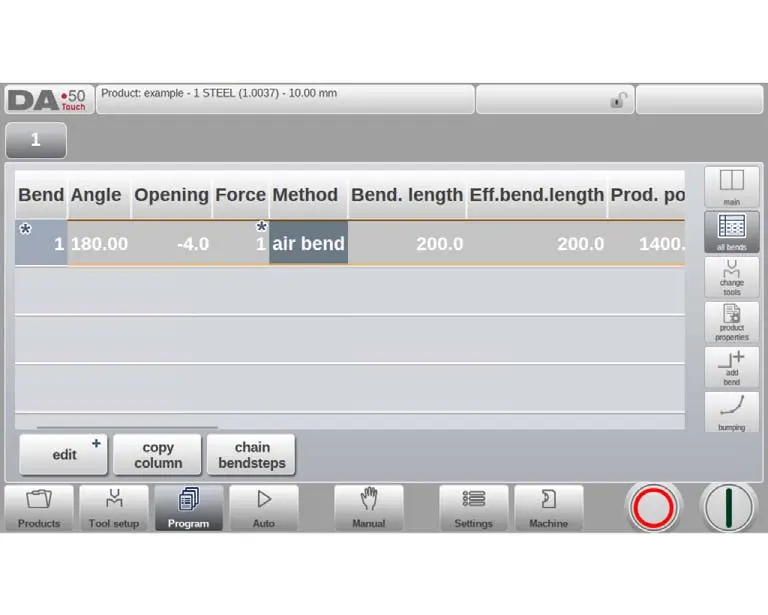
Desde aquí, el operador suele hacer:
• Insertar una nueva curva
• Marcar una curva para la acción
• Eliminar una curva no deseada
• Mover una curva a otra posición
• Intercambiar dos curvas
• Copiar un valor de columna en todas las curvas
• Pasos de bend en cadena con ajustes de repetición y desplazamiento
Para programas más largos, esta visión suele ser más práctica que editar una curva a la vez. Hace que la corrección de secuencias sea más rápida y reduce el riesgo de pasar por alto un paso.
Uso del bumping fo Trabajo de Gran Radio
Una función útil en un freno de presión Delem es el bumping. Esto convierte un escalón normal de curvatura en una serie de curvas más pequeñas que se utilizan para crear un radio amplio.
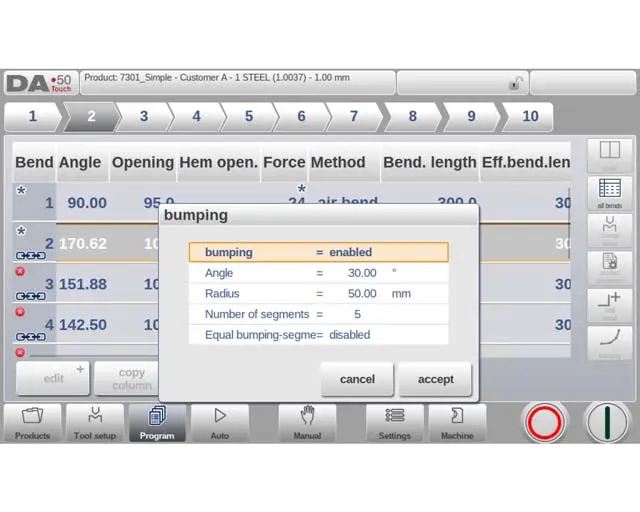
En lugar de una curva pronunciada, el controlador divide la forma en varios segmentos. El operador puede definir el ángulo, el radio del objetivo y el número de segmentos. Más segmentos suelen crear un radio más suave, aunque también pueden requerir una apertura de chip más pequeña y más tiempo de máquina.
Algunos controles también permiten un tamaño igual de segmento, mientras que otros usan segmentos más pequeños para lograr una curva más natural. Esta característica es especialmente útil para trabajos de radio donde la continuidad de apariencia y forma importan.
Lectura correcta de símbolos de programación
Durante la programación, el controlador puede mostrar símbolos que ayudan al operador a entender lo que ocurre dentro de la lógica del programa.
Un símbolo de información suele significar un valor cambiado porque otro parámetro relacionado fue editado primero. El símbolo estrella indica que el valor programado es diferente del valor calculado. Un símbolo de error indica que algo va mal con el programa (por ejemplo, un método de flexión que no corresponde a las herramientas asignadas).
Estos gráficos simplifican mucho el trabajo. Los operadores pueden detectar inconsistencias antes y resolverlas antes de entrar en producción.
Preguntas frecuentes
• ¿Cómo puedo mejorar la precisión de la programación en un freno de presión Delem?
Presta atención a los parámetros principales y observa cómo el controlador recalcula los valores correlacionados. Al guardar el programa, comprueba el método de flexión, el ángulo, la herramienta y el material
• ¿Es mejor editar una curva a la vez o usar la tabla completa?
Para partes pequeñas, la edición de un solo bend suele ser suficiente. Para la mayoría de las operaciones de varios pasos, la tabla de todas las curvas suele ser más rápida y ofrece la mejor visión general de toda la operación.
• ¿Cuándo debería usar el bumping?
Si la pieza requiere un radio mayor en lugar de una sola curva pronunciada, el método adecuado es el bumping. Esto es especialmente cierto para piezas estéticas, paneles curvos y en caso de necesidad de un perfil más suave.
Conclusión
Aprender a programar bien un Delem Press Brake no se trata solo de introducir valores en una pantalla. Se trata de entender cómo el método de flexión, las herramientas, el movimiento del haz y la lógica de secuencias trabajan juntos en la producción real. Una vez que esa comprensión se convierte en parte de la práctica diaria, la programación se acelera, las correcciones disminuyen y los trabajos repetidos se vuelven más fáciles de gestionar.
Para los fabricantes que buscan una calidad estable y una mejor eficiencia del operador, aquí es donde un buen conocimiento del controlador empieza a dar frutos. En JS RAGOS, vemos Programación basada en Delemcomo parte importante del rendimiento moderno de flexión porque la lógica de software precisa soporta resultados precisos de la máquina.

