























Doblador de placas para maquinaria de construcción: Guía completa para compradores sobre conformado de placas de alta resistencia
UnDoblador de placas para maquinaria de construcciónes una máquina de conformado de alta resistencia utilizada para moldear placas gruesas de acero en los componentes estructurales que componen excavadoras, excavadoras, grúas, cargadoras y otros equipos de construcción. Los grosores de placas implicados — típicamente de 8 mm a 50 mm en grados estructurales y acero resistente al desgaste — exigen al equipo de flexión que las máquinas estándar de chapa metálica simplemente no pueden satisfacer.
Esta guía cubre los tipos de máquinas, aplicaciones de componentes, especificaciones de materiales y criterios de selección que importan para la fabricación de maquinaria de construcción.
¿Qué es un doblador de placas para maquinaria de construcción?

UnDoblador de placas para maquinaria de construcciónes un freno de presión hidráulico CNC, una máquina de laminación de placas de alta resistencia, o una combinación de ambas, configurada para formar una gruesa placa de acero estructural en el perfil, reborde o radio necesario para los componentes de maquinaria de construcción.
Dos tipos principales de maquinaria sirven a la fabricación de maquinaria de construcción:
Freno de presión CNC de alta resistencia— Utiliza un punzón y un troquel para formar curvas angulares en placas gruesas. Maneja bridas de brazo de brazo, soportes de chasis, placas de montaje, formas de contrapeso y transiciones de plano a ángulo. Proporciona un control preciso del ángulo y una posición de la barra trasera a lo largo de secuencias de múltiples curvas.
Máquina CNC de laminación de placas (dobladora/rodillo de placa)— Utiliza dos o tres rodillos accionados para curvar progresivamente la placa plana en formas cilíndricas o curvas. Asas de cascos de cubo, contrapesos cilíndricos, secciones curvas de brazo y carcasas cilíndricas de pasadores. Diferente en principio de un freno de presión — produce curvas, no curvas angulares pronunciadas.
La mayoría de los fabricantes de maquinaria de construcción utilizan ambos tipos de máquinas. El freno de presión maneja el trabajo de placas angulares. El rodillo de placas tiene formas curvas y cilíndricas. ADoblador de placas para maquinaria de construcciónQue cubra toda la gama de componentes requiere ambas herramientas en la línea de producción.
Piezas de maquinaria de construcción que requieren flexión de placa
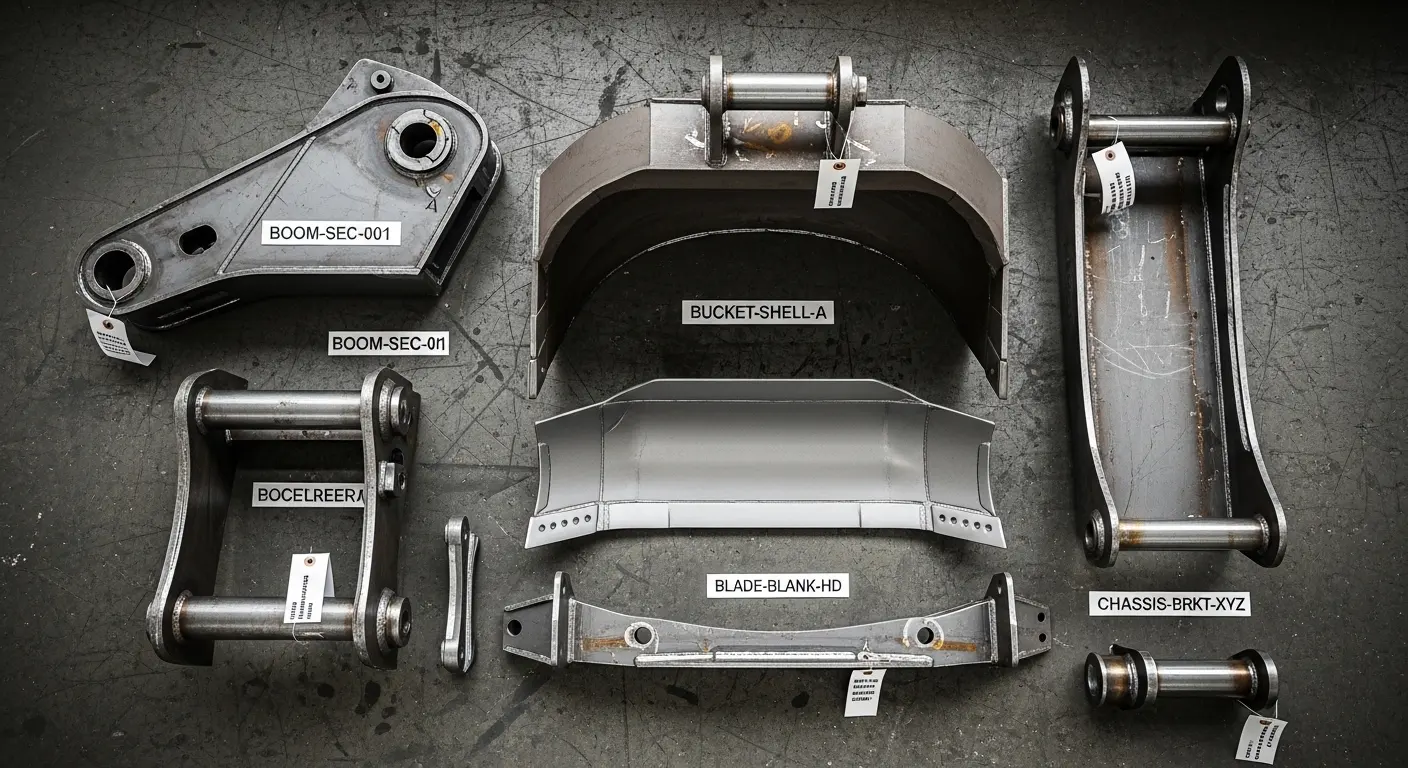
Entender cada componente que pasa por unDoblador de placas para maquinaria de construcciónDefine toda la especificación de tu máquina.
Brazos de brazo y brazos de palanca de excavadora— Largos perfiles estructurales de caja en acero de alta resistencia de 12–25 mm (S460, S690). Requieren flexión angular para perfiles de bridas y precisión dimensional precisa para el montaje de soldaduras. Las secciones del brazo de la botavara suelen medir entre 3 y 6 m de largo, lo que establece el requisito mínimo de longitud de flexión.
Conchas de cubo— Componentes de placas curvas y angulares en acero blando de 10–20 mm o acero resistente al desgaste de 8–16 mm (Hardox, AR400). Requieren tanto flexión angular (paredes laterales, refuerzos del suelo) como conformado curvado (radio de carcasa). Un cubo para una excavadora de 30 toneladas utiliza placas de hasta 20 mm de grosor — es un tonelaje significativo para formar con precisión.
Bulldozer y cuchillas de niveladora— Componentes largos y curvados de placa en acero resistente al desgaste AR400/500. Requieren una formación precisa por radio en una máquina de laminar placas. Las longitudes de las palas de 3–5 m son estándar. La dureza de las cualidades resistentes al desgaste exige herramientas premium y un control cuidadoso de la velocidad de flexión para evitar grietas.
Bastidores del chasis y componentes del tren de aterrizaje— Bastidores pesados de sección caja en acero estructural S355 o S460 de 15–40 mm. Requieren trabajos de frenos de presión de alta tonelaje para curvas de brida, placas de refuerzo y perfiles de soportes de montaje.
Contrapesos y bloques de lastre— A menudo se forman a partir de chapa gruesa de acero dulce (20–50 mm) en formas simples angulares o curvas. Los requisitos de tonelaje son altos debido al grosor del material: una curvatura de placa de acero dulce de 50 mm de más de 2 m requiere 600 T o más.
Soportes hidráulicos de cilindros y placas de pasadores— Componentes de precisión en acero estructural de 20–40 mm. Requieren una precisión angular ajustada (±0,5° o mejor) para alinear correctamente los pasadores durante el montaje.
Por qué la curvatura de maquinaria de construcción es diferente
La fabricación general de chapa metálica rara vez supera los 6 mm. La fabricación de maquinaria de construcción suele funcionar a 15 mm, 25 mm y más. Esa diferencia cambia todo de tuDoblador de placas para maquinaria de construcciónrequisitos.
El grosor de la placa implica una fuerza exponencialmente mayor— El tonelaje de flexión no escala linealmente con el grosor. Duplicar el grosor de la placa de 10 mm a 20 mm triplica aproximadamente la fuerza requerida para la misma longitud de flexión y calidad de material. El acero estructural S355 de 20 mm sobre 3 m requiere aproximadamente 400–500 T. A 30 mm, eso supera las 700 toneladas. Las máquinas de tamaño reducido o bien no pueden completar la curvatura o lo hacen bajo una tensión que acorta la vida útil de la máquina rápidamente.
El acero de alta resistencia es implacable— Las categorías S460 y S690 utilizadas en brazos modernos de excavadoras tienen resistencias de límite elástico de 460–690 MPa. El retroceso de resorte a estas resistencias es agresivo — 3–6° por curva de 90° en algunas pendientes. Tu controlador CNC debe tener una base de datos de compensación de resortes para cada pendiente, o cada ángulo requiere corrección y retrabajo manual.
Las cualidades resistentes al desgaste se agrietan si se tratan mal— Los aceros Hardox 400 y AR500 resisten el desgaste por ser duros — y el acero duro es más frágil. Doblarse demasiado rápido, usar un radio de punzón demasiado pequeño o doblarse en condiciones de frío puede iniciar grietas en la placa. El radio mínimo de flexión para Hardox 400 suele ser de 2–3× grosor de material. La velocidad de flexión de tu máquina y la selección de herramientas deben tener esto en cuenta.
Requisitos de tolerancia estructural— Un brazo de brazo que está desviado 2° en su ángulo de brida crea desalineación en el pasador de pivote, requiriendo corrección de campo o retrabajo durante el montaje. Las tolerancias de las máquinas de construcción son más estrictas de lo que parecen: la precisión del montaje depende de la precisión de flexión en cada etapa de fabricación.
Freno de prensa CNC vs máquina laminadora de placas para piezas de construcción

Ambos tipos de máquinas se utilizan en la fabricación de maquinaria de construcción. La elección correcta depende totalmente de la geometría de la pieza que necesites fabricar.
| Característica | Freno de presión CNC de alta resistencia | Máquina de laminación de placas |
|---|---|---|
| Mejor tipo de pieza | Soportes con brida, secciones de brazo, bastidores del chasis, placa angular | Carcasas de cubo, brazos curvos, contrapesos cilíndricos, carcasas de pasadores |
| Geometría producida | Curvas angulares, bridas, perfiles de caja | Cilindros, curvas, conos, radio continuo |
| Rango de grosor de placa | 5 mm – 100 mm | 4 mm – 300 mm |
| Precisión | Excelente para ángulos (±0,1°–±0,5°) | Bueno para radios — depende de la máquina y del operador |
| Complejidad de montaje | Moderado — herramientas, mostrador trasero | Inferior para cilindros simples; más alto para los conos |
| Potencial de automatización | Alto — CNC, servo del manómetro trasero | Moderado — Controles CNC en modelos premium |
| Coste de capital | Más baja a media tonelaje | Más alto para rodillos industriales pesados |
Para talleres de fabricación que producen principalmente componentes angulares de construcción — bridas de brazo, placas de chasis, soportes de montaje — unfreno de presión CNC de alta resistencia para trabajo con placas de aceroOfrece la precisión y repetibilidad que requieren las líneas de montaje de construcción.
Para trabajos estructurales de tonelaje muy alto — bastidores de chasis y contrapesos grandes por encima de 400T de fuerza de flexión — elFreno de presión CNC de 600 toneladasse encarga de trabajos de maquinaria de construcción que las máquinas de gama media no pueden alcanzar.
Especificaciones clave para un doblador de placas para maquinaria de construcción
Al evaluar unDoblador de placas para maquinaria de construcción, estas especificaciones determinan si la máquina maneja toda tu gama de componentes.
Tonelaje — basado en el material más grueso y duro
Calcula el tonelaje requerido para tu componente más peor: placa más gruesa, grado de material más duro, longitud de curvatura más larga. Añade un margen de seguridad del 25–30%. Para el S355 a 25 mm sobre 3 m, planifica un mínimo de 500–600 T. Para S690 o Hardox con el mismo grosor, añade un multiplicador del 40–50% para la resistencia del material.
Longitud de flexión — debe coincidir con tu componente más largo
Las secciones de la pluma de la excavadora y las formas de las palas de la excavadora superan regularmente los 3 m. Una máquina con una caja de 3200 mm maneja la mayoría de los componentes de construcción. Para brazos de brazo más largos o estructuras de grúas grandes, unCama de freno de prensa CNC de 4000 mmo unaConfiguración del freno de presión en tándemproporciona la longitud de trabajo sin necesidad de reposicionamiento.
Profundidad de garganta — para bridas grandes en perfiles de caja
Los brazos de la pluma de sección caja tienen bridas que deben pasar por el bastidor de la máquina. Una profundidad de garganta de 400–600 mm es estándar para frenos de presión de maquinaria de construcción. Confirma la mayor profundidad de la brida antes de elegir una máquina.
Compensación por coronación
A más de 2 m de curvatura con placa superior a 15 mm, la deflexión del marco hace que el centro de la curva se abra más que los extremos. La coronación hidráulica activa es obligatoria para una precisión angular constante en componentes largos de placas de construcción.
Controlador CNC con mesas de resorte específicas para cada material
S690, Hardox y otros grados de alta resistencia presentan cada uno un comportamiento de reincorporación distintivo. Un controlador que almacena la corrección de resorte por grado elimina la corrección manual de ángulo en cada cambio de trabajo.
Longitud de la carrera y altura al aire libre
Una placa gruesa requiere grandes chips en V. Un chip en V para placa de 30 mm necesita una abertura de 250 mm. La altura abierta de tu máquina debe acomodar la combinación del punzón, el troquel y la altura de la brida de la pieza.
Acero de alta resistencia y resistencia al desgaste: lo que necesita tu doblador de placas
La maquinaria de construcción utiliza grados de acero que la mayoría de los talleres de fabricación rara vez tocan — y cada uno se comporta de forma diferente bajo el punzón.
Acero estructural S355 / A36— La categoría estándar para bastidores de chasis, placas de montaje y componentes estructurales secundarios. Resistencia a la tracción 490–630 MPa. Un rebote previsible, un comportamiento de flexión bien entendido. Un buen punto de partida para calibrar tu máquina y herramientas.
Acero estructural de alta resistencia S460 / S500— Utilizado para brazos de brazo, brazos de palanca y componentes estructurales portantes. Resistencia a la tracción 550–680 MPa. El retroceso de resorte es notablemente más agresivo que el del S355 — previsto para una sobrecurvatura de 3–4° en ángulos de 90°. Radio mínimo de punzón 2× grosor del material.
S690 / Weldox 700— Utilizados cuando la reducción de peso importa — brazos modernos de excavadoras, componentes ligeros para grúas. Resistencia a la tracción 770–940 MPa. Retroceso muy agresivo (5–7° por 90°). Requiere un controlador CNC con datos de retroceso de acero de alta resistencia y una gestión cuidadosa de la velocidad de flexión para evitar microgrietas en la zona de curvatura.
Acero resistente al desgaste Hardox 400 / AR400— Utilizado para suelos de cubos, cortadores laterales, insertos de hojas bulldozer y filos de corte. Dureza 370–430 HB. Frágil en condiciones frías — temperatura mínima de flexión superior a 5°C para la mayoría de las pendientes. Radio mínimo de flexión 3–5× espesor del material dependiendo del grosor de la placa. Nunca uses troqueles ajustados en Hardox.
Hardox 500 / AR500— Grado de dureza superior (450–540 HB) para aplicaciones de desgaste extremo. Requisitos de radio mínimo de curvatura aún más ajustados. Algunos grosores de Hardox 500 no se recomiendan para la flexión en frío — puede requerir formación en caliente por encima de 20 mm.
Para talleres que trabajan en varios grados, unaFreno de presión CNC con base de datos de materiales programablesAlmacena los valores de corrección de resorte por grado y grosor, ahorrando un tiempo significativo de montaje entre cambios de trabajo. ¿Evaluar opciones entre constructores líderes? La guía deprincipales fabricantes de frenos de prensa CNCCubre a los principales actores y sus capacidades en el sector de la construcción.
Preparación y montaje de soldadura en la fabricación de maquinaria de construcción
UnDoblador de placas para maquinaria de construcciónno solo forma partes, sino que prepara cada proceso posterior que sigue.
Precisión en el ajuste de soldadura— Las secciones del brazo de la excavadora están soldadas MIG o SAW en accesorios dedicados. Si los componentes de la placa con brida no coinciden con las dimensiones de la pieza dentro de ±0,5 mm, el soldador o bien fuerza la pieza a su posición (introduciendo tensión residual) o desecha el componente. La precisión de flexión determina directamente la calidad de la preparación de la soldadura.
Preparación del bisel y el filo— Muchas placas de maquinaria de construcción requieren bordes biselados para soldaduras de penetración total. La secuencia es: cortar la placa a medida (plasma o láser) → los bordes biselado → doblarse para perfilar → soldadura de accesorio. Cualquier distorsión de flexión introducida tras la preparación del filo compromete la geometría de la unión de soldadura.
Consistencia por lotes para líneas de montaje— Los fabricantes de maquinaria de construcción producen cientos de secciones de brazo, cubos y bastidores de chasis idénticos. Cada componente doblado en un lote debe tener el mismo ángulo y dimensiones de brida dentro de la tolerancia. Los frenos de presión CNC con servo de manómetro trasero y programas almacenados proporcionan esta consistencia de lote a lote. Las máquinas NC manuales o básicas no pueden mantenerlo de forma fiable durante largas producciones.
Alivio del estrés tras doblarse— Algunas cualidades de alta resistencia y resistencia al desgaste desarrollan tensión residual en la zona de curvatura durante la conformación. Para componentes estructurales críticos, se especifica el tratamiento térmico de alivio de tensiones tras la flexión y antes de la soldadura. Confirma este requisito con tu proveedor de materiales para cada combinación específica de grado y grosor con la que trabajes.
Cómo elegir el doblador de placas adecuado para maquinaria de construcción
Utiliza este marco de cinco pasos antes de contactar con cualquier proveedor.
Paso 1: Enumera tus componentes más gruesos y duros
Identifica el componente que requiere más fuerza — normalmente la placa más gruesa en la grada de mayor resistencia sobre la longitud de curvatura más larga. Esa combinación única en el peor caso determina tu tonelaje mínimo requerido.
Paso 2: Calcular el tonelaje con el multiplicador correcto
Utiliza la resistencia a la tracción del material en relación con el acero blando para aplicar un multiplicador de tonelaje: S355 = línea base ×1.0; S460 = ×1,3; S690 = ×1,7; Hardox 400 = ×1,8–2,0. Añade un margen de seguridad del 25–30% al resultado. Para la S690 a 20mm sobre 3m, esto te sitúa por encima de 600T.
Paso 3: Determina la longitud de flexión que necesitas
Mide tu componente más largo y añade entre 200 y 300 mm para el sobrepaso. Para brazos de brazo y rieles del chasis por encima de 3 m, planifica un mínimo de 3200 mm — o evalúa una configuración de 4000 mm o un montaje tándem.
Paso 4: Confirmar el soporte de controladores de calidad material
Comprueba si el controlador CNC con el que viene la máquina soporta bases de datos de corrección de resorte para las categorías S690 y Hardox. Pide al proveedor que demuestre esta característica con datos reales de materiales, no solo con una afirmación.
Paso 5: Planifica toda tu línea de procesamiento de platos
UnDoblador de placas para maquinaria de construcciónNo funciona solo. Necesita corte aguas arriba (plasma o láser para placas gruesas), una máquina de corte para cortes rectos y equipos de soldadura aguas abajo. ElMáquina eléctrica de esquilador de metales para la preparación de placasmanillas que se bloquean aguas arriba, mientras que unRodillo de placa metálica asequible para componentes curvosmaneja moldes cilíndricos y curvados junto al freno de presión en una línea completa de fabricación de construcción. Para cálculos completos de tonelaje para una máquina base de 100 toneladas, elFreno de presión CNC de 100 toneladas para trabajos estructurales en aceroMuestra lo que ese nivel de capacidad gestiona en la práctica.
Preguntas frecuentes sobre máquinas de construcción Dobladores de placas
¿Qué es un dobador de placas de maquinaria de construcción?
Un doblador de placas para maquinaria de construcción es un freno de presión CNC de alta resistencia, una máquina de laminación de placas o ambos, que se utiliza para formar una gruesa placa de acero estructural en los componentes que componen la maquinaria de construcción — incluyendo brazos de brazo de excavadora, cascos de cubetas, palas de bulldozer, bastidores de chasis y contrapesos. Estas máquinas manejan placas de 8 mm a 50 mm en grados estructurales, de alta resistencia y de acero resistente al desgaste.
¿Qué tonelaje necesito para doblar placas de maquinaria de construcción?
El tonelaje depende del grosor de la placa, la calidad del material y la longitud de curvatura. El acero estructural S355 de 20 mm sobre 3 m requiere aproximadamente 400–500 T. El S690 de alta resistencia con las mismas dimensiones requiere 600 T. El Hardox 400 resistente al desgaste requiere un multiplicador adicional del 40–50%. Añade siempre un margen de seguridad del 25–30% por encima de tu máximo calculado.
¿Cuál es la diferencia entre un rodillo de placas y un freno de presión para maquinaria de construcción?
Un freno de presión produce curvas angulares en placas gruesas — bridas, perfiles de caja, bastidores de chasis y formas de soportes. Una máquina de laminar placas produce formas curvas y cilíndricas — conchas de cubo, secciones de brazo curvas y contrapesos cilíndricos. La fabricación de maquinaria de construcción suele requerir ambos tipos de máquina porque diferentes componentes requieren distintas geometrías de conformado.
¿Pueden los frenos de presión CNC estándar manejar el trabajo de chapa de maquinaria de construcción?
Los frenos de presión CNC de gama media estándar (80–200T) manejan componentes ligeros de construcción en S355 hasta 8–10 mm. Para brazos estructurales de brazo, bastidores de chasis y componentes de cubos resistentes al desgaste superiores a 12 mm en grados de alta resistencia, se requieren frenos de presión de alta resistencia en la gama 400T–600T. Las máquinas estándar por debajo de las especificaciones para este trabajo o bien no completan las curvas o se degradan más rápido que su vida útil nominal.
¿Qué grados de acero se utilizan en la flexión de placas de maquinaria de construcción?
Las categorías comunes incluyen S355 y S460 para bastidores de chasis y soportes estructurales, S690/Weldox 700 para brazos modernos ligeros de brazo, y acero resistente al desgaste Hardox 400/500 o AR400/500 para suelos de cubo, filos de corte y cuchillas bulldozer. Cada grado requiere una corrección de resorte diferente, un radio mínimo de curvatura y una selección de herramientas.

