























¿Qué es la asignación para doblarse? Guía rápida de frenos de prensa CNC 2026
Proyectos mayoristas de frenos de prensa CNCa menudo tropeza por una razón predecible: el patrón plano se estimó en lugar de ser ingenierizado. En 2026, los equipos de fabricación realizan plazos de entrega más cortos, más revisiones de piezas y requisitos de ajuste más estrictos. Eso convierte las matemáticas en una habilidad diaria, no en un "gráfico de pared". En JS RAGOS, construimos frenos de presión para flexiones repetibles, y enseñamos los fundamentos que ayudan a nuevos programadores de CAD/CAM y CNC a proteger el rendimiento del material, evitar retrabajos y mantener estables los calendarios de entrega.

Por qué la asignación de flexión es tEl pequeño número que controla grandes costes
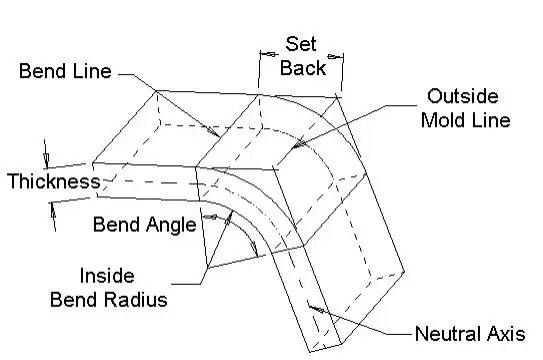
La margen de flexión es la longitud del arco a través del área de flexión, medida a lo largo del eje neutro, la capa dentro del material que no se estira ni comprime durante la flexión. Esta definición importa porque el despliegue no trata sobre la superficie interior ni la exterior exterior. El despliegue tiene que ver con la trayectoria del eje neutro.
En términos prácticos, el margen de flexión es lo que convierte una pieza 3D en un patrón plano que realmente coincide con la curvatura final. Cuando ese número es incorrecto, el fallo no es sutil. Las bridas quedan cortas, la ubicación de los agujeros se desplaza y los conjuntos requieren forzar o hacer calzas. Cuando la Asignación de Curvatura es correcta, tu primer artículo se convierte en una confirmación, no en una corrección.
Para muchos compradores mayoristas de frenos de presión CNC, la margen de flexión es un factor de rentabilidad silenciosa. Influye directamente en la tasa de chatarra, el tiempo de ciclo y la confianza con la que puedes presupuestar los trabajos sin rellenar.
✅ Menos cartuchos en blanco desguazados en el primer artículo
✅ Mejor ajuste entre lotes y operadores
✅ Citas más estables porque la reestructuración cae
Los conceptos básicos que los principiantes deben dominar primero
Un principiante no necesita decenas de fórmulas. Necesitan un pequeño conjunto de términos que expliquen qué hace la lámina en la zona de flexión. Una vez que esto queda claro, las matemáticas se vuelven lógicas.
• Eje neutro: La capa teórica donde la longitud del material no cambia en la curva.
• Factor K: La ubicación del eje neutro expresada como porcentaje del grosor.
• Radio de curvatura interior: El radio en la superficie interior de la zona de curvatura.
• Línea de molde: donde se intersectan las superficies extendidas de la brida (donde los dibujos suelen dimensionarse).
• Retraso: La distancia desde las líneas de curvatura hasta la línea de molde.
Entre ellos, el factor K es el concepto que separa la conjetura de los resultados controlados. El factor K no es un valor "correcto" único para todos los trabajos. Cambia con el comportamiento del material y el método de flexión. Los materiales más duros se comprimen menos por dentro y se estiran más por fuera, empujando el eje neutro más cerca del interior. Un radio de curvatura menor aumenta la necesidad de compresión, además de desplazar el eje neutro hacia el interior.
✅ Los materiales más blandos → eje neutro se mantiene más cerca del centro
✅ Los materiales más duros → eje neutro se mueven hacia el interior
✅ Radio menor → más compresión, el eje neutro se desplaza hacia dentro
Por eso también los equipos experimentados estandarizan herramientas y métodos de flexión siempre que es posible. Cuanto más consistente es el proceso, más consistente se vuelve el comportamiento del eje neutro.
Fórmula de Flexibilidad de Flexibilidad, Hecha Práctica
Muchos recursos online muestran "diferentes" ecuaciones de Allowance de Flexión, pero la mayoría son la misma relación escrita con atajos distintos. Una forma de trabajo ampliamente utilizada es:
Tolerancia de flexión = ángulo × (π / 180) × (factor K × espesor del radio)
El primer término convierte grados en radianes. El segundo término, (Radio K × Espesor), es el radio efectivo del arco en el eje neutro. Este es el punto que muchos principiantes pasan por alto: el eje neutro no está en el radio interior ni en la superficie exterior. Se sitúa en algún lugar dentro del grosor, y el factor K describe dónde.
Un ejemplo sencillo de L que puedes copiar
Para mostrar lo limpio que puede ser esto, usa el siguiente ejemplo:
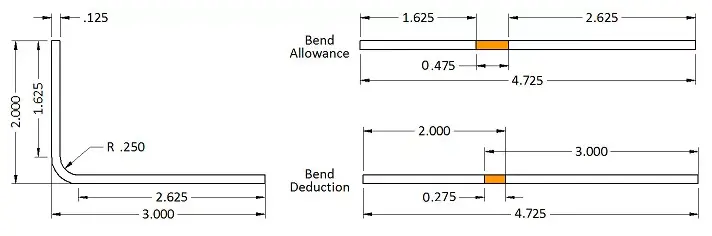
• Dos piernas: 2 en y 3 in
• Grosor: 0,125 in
• Radio interior: 0,250 in
• Ángulo de flexión: 90°
• Factor K: 0,42
Ahora calcula:
Tolerancia por flexión = 90 × (P/180) × (0,250 0,42 × 0,125) = 0,475 in
Entonces la longitud plana del patrón es la suma de las longitudes de brida más un margen de flexión para la zona de flexión. En este ejemplo, la longitud final de la superficie es de 4,725 pulgadas.
Por eso, la incorporación al mayorista de frenos de prensa CNC debería incluir al menos un ejemplo resuelto. Un solo ejemplo preciso evita semanas de partes de prueba y deriva dimensional "misteriosa".
Planos lineales de molde: Por qué la compensación de curvatura puede ser más sencilla
La mayoría de los planos reales de taller no dimensionan a puntos tangentes. Se dimensionan hasta intersecciones de bridas, también llamadas líneas de molde. Eso es normal, pero cambia la forma en que deberías pensar sobre el despliegue.
Si construyes tu patrón plano a partir de las dimensiones de la línea de molde, la compensación de curvatura suele ser más conveniente. Te permite conservar las dimensiones que ves en el dibujo y aplicar un ajuste por curva.
Dos relaciones comunes son:
Compensación por flexión = Asignación por flexión – (2 × contratiempo)
Retroceso = beige (Ángulo / 2) × (Espesor del radio)
Esto explica una confusión clásica de principiante: una pieza que "parece" 5 pulgadas en las dimensiones exteriores de la línea de molde puede desplegarse hasta 4,725 pulgadas después de tener en cuenta la geometría de curvado. Esa diferencia no es un error. Es la corrección que necesita tu patrón plano para que coincida con la parte terminada. En el ejemplo anterior, la compensación es -0,275, por lo que 5,000 en se convierte en 4,725 in tras la resta.
✅ Usa Flexibilidad de Curvatura cuando construyas desde puntos de tangencia
✅ Utiliza la compensación de flexión cuando construyas a partir de líneas de molde
✅ Elige un método y estandarízalo entre CAD/CAM
La estandarización no es solo una preferencia de programación. Es un sistema de calidad. Cuando diferentes programadores usan suposiciones distintas, obtienes vacíos inconsistentes que parecen "casi correctos" hasta el día del ensamblador.
Atajo de producción 2026: Tablas de coeficientes fo Velocidad and Consistencia
En los talleres modernos, la velocidad importa. Por eso muchos clientes mayoristas de frenos de prensa CNC utilizan un flujo de trabajo mixto: aprenden la teoría y luego aplican tablas de coeficientes para avanzar más rápido sin perder el control.
Las tablas de coeficientes conectan tres variables prácticas:
• Apertura V del troquel inferior
• Grosor de placa
• Un factor de flexión (a menudo mostrado como P' o similar)
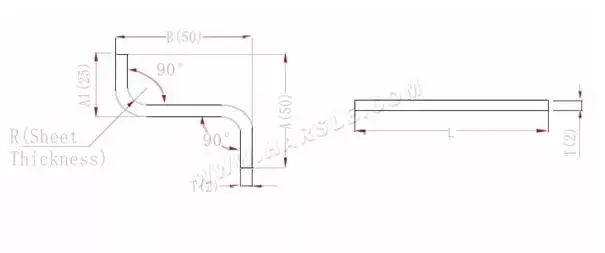
Un caso de referencia muestra:
• Grosor de la placa: 2,0 mm
• Dado inferior: V12
Un ejemplo de despliegue en dos curvas:
• L = A T B – 2 × P'
• Con P' = 3,4, la longitud expandida pasa a ser 95,2 para las dimensiones dadas.
Usadas correctamente, las mesas no son "hacer trampa". Son la forma que tiene un taller de empaquetar la geometría de flexión en un coeficiente repetible vinculado a las herramientas y el grosor. La condición es importante: las tablas funcionan mejor cuando el proceso es consistente. Si sigues cambiando las aberturas del troquel o mezclando métodos de doblado, tus supuestos de coeficientes dejan de coincidir con la realidad.
✅ Programación más rápida bajo presión de entrega
✅ Menos variación entre turnos y operadores
✅ Los mejores resultados cuando las herramientas y materiales están estandarizados
Si estás formando a un programador nuevo, un orden de enseñanza fuerte es: definiciones → ejemplo de una fórmula → cuándo usar la compensación → cómo se relacionan las tablas con las herramientas.
Por qué JS RAGOS ayuda a los compradores mayoristas de frenos de prensa CNC a doblarse con confianza
Las matemáticas de flexión solo aportan valor cuando la máquina puede reproducir las suposiciones. La estabilidad de la máquina es lo que convierte los cálculos en piezas. Ángulos y radios consistentes mantienen tus resultados precisos de margen o compensación de curvatura, ayudándote a reducir chatarra y retrabajos.
En JS RAGOS, ofrecemos soluciones mayoristas de frenos de presión CNC diseñadas para proteger la eficiencia de tu producción. Nuestro objetivo es ayudarte a reducir la incertidumbre en el primer artículo y mantener la precisión en las tiradas de producción.
✅ Comportamiento de flexión repetible que reduce el desplazamiento del ángulo, así que pasas menos tiempo "persiguiendo" correcciones
✅ Soporte amigable para la programación para que tu equipo de CAD/CAM pueda estandarizar un método de despliegue y entrenar más rápido
✅ Recursos de cálculo listos para taller, como herramientas tipo allowance por flexión y deducción por curvatura, para acelerar el presupuesto y las primeras comprobaciones
✅ Capacidad de suministro mayorista para distribuidores e integradores que necesitan configuraciones de máquinas consistentes entre sedes
Un freno de presión no debería obligar a tu equipo a compensar la inestabilidad con chatarra extra e inspección adicional. La máquina debe soportar el proceso que deseas: despliegue predecible, curvas predecibles y entrega predecible.
CTA: Si estás evaluando unidades mayoristas de frenos de prensa CNC para 2026 y quieres menos sorpresas con patrones planos, contacta con JS RAGOS. Comparte tus materiales habituales, rango de grosores y ángulos de flexión típicos. Recomendaremos una configuración práctica y proporcionaremos una referencia de cálculo amigable para principiantes que alinee la selección de herramientas con resultados previsibles de desarrollo.

