























Freno de presión hidráulico CNC 101: Cómo funciona realmente el doblado
Conformado hidráulico CNC de frenos de prensaes una de las formas prácticas de convertir una lámina plana en curvas precisas y repetibles—cuando entiendes lo que realmente hace la máquina en cada pasada. En JS RAGOS, fabricamos frenos de presión para la producción real, así que esta guía para principiantes explica la lógica central de flexión en un orden claro, con algunos números clave en los que puedes confiar y aplicar.
¿Qué unEl freno de presión hidráulico CNC realmente lo hace
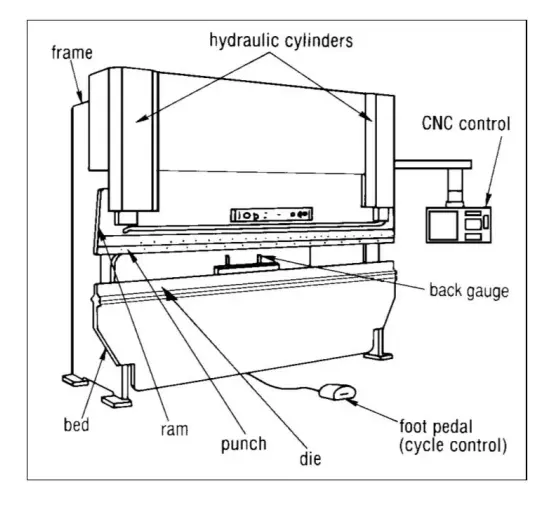
Un freno de presión forma metal al accionar un eje (viga superior) y perforar hacia un troquel en la cama, forzando la chapa metálica hacia una línea de flexión controlada. El concepto es sencillo, pero los resultados estables dependen de tres cosas: posicionamiento preciso, fuerza consistente y comportamiento predecible del material.
La mayoría de las formaciones ocurren en un ciclo repetido:
• Ubicas el cartucho en blanco contra un manómetro de fondo
• El ariete se mueve hacia abajo y forma la curvatura entre el punzón y el troquel
• La RAM vuelve para que puedas retirar y revisar la pieza
Incluso los talleres experimentados pierden tiempo cuando tratan el flexión como "empujar hasta que quede bien". Un freno de presión hidráulico CNC sustituye esa conjetura por movimiento controlado y calibración repetible, de modo que cada curva tiene una referencia clara.
capacidad, longitud de la cama, uny Por qué importan Yon Empleos reales
Para los principiantes, la selección de la máquina suele comenzar con dos números: tonelaje y longitud de la caja. En la formación típica de máquinas de freno de prensa, los rangos de capacidad común oscilan entre 20 y 200 toneladas, con longitudes de cama de 4 a 14 pies (aproximadamente 1,2 m a 4,3 m). Esas gamas abarcan una gran variedad de soportes, paneles, carcasas, bastidores y partes de canal.
Qué significan esos números para ti:
✅El tonelaje decide qué grosor y tipo de curvatura puedes usar sin sobrecargar la máquina. Si tu diseño requiere el bottoming/acuñación, los límites de tonelaje se vuelven críticos.
✅La longitud de la cama decide la longitud máxima de la pieza que puedes doblar, pero también afecta a cómo planificas la secuencia de flexión y la retirada después de la formación.
✅La combinación adecuada reduce chatarra y retrabajo, porque no estás obligando a una máquina pequeña a hacer trabajos pesados, ni pagando por una máquina sobredimensionada que está inactiva.
En JS RAGOS, aconsejamos a los clientes que empiecen por su rango de materiales, grosores y longitud típica de pieza, y luego confirmen el método de flexión (flexión por aire vs fundición) antes de bloquear el modelo. Esto evita "sorpresas de capacidad" más adelante.
Los métodos de flexión: Flexión por aire vs Bottom (acuñación)
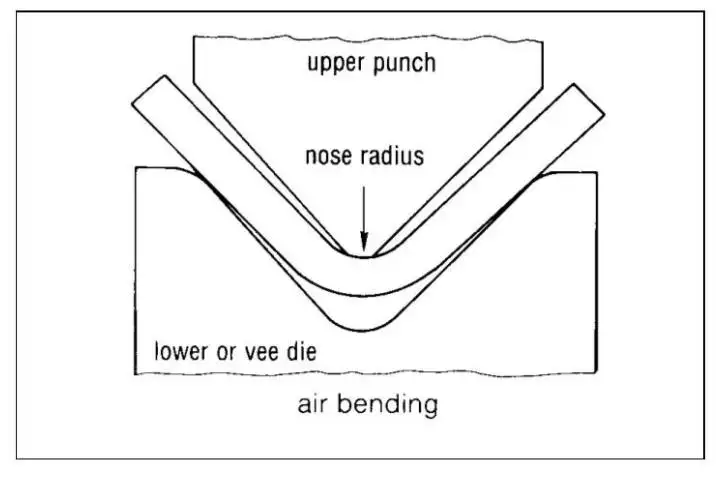
La mayoría de las flexiones de producción diaria son de aire, porque son flexibles y rápidas. En el doblado de aire, el punzón empuja la lámina hacia la abertura del troquel, pero la lámina solo contacta con:
La punta de punzón
Los dos bordes superiores del dado en V
Como la lámina no está completamente presionada contra el ángulo del troquel, la pieza se recuperará ligeramente tras liberar la presión. El remontante es normal y cambia según el tipo de material, grosor, dirección de la veta y temple.
Para reducir el tiempo de montaje, muchos juegos de herramientas de curvatura de aire utilizan ángulos de troquel estandarizados. Una práctica habitual es usar un ángulo de matriz de 80° u 85° para lograr una curvatura final de 90°, dejando espacio para el retroceso sin cambiar de herramienta en cada trabajo.
El bottoming (también llamado coining en muchas tiendas) es diferente. El punzón y el troquel se fabrican para el ángulo final, y la máquina fuerza la lámina completamente dentro del troquel. Esto reduce el retroceso de resorte, pero exige mayor tonelaje y está limitado por la capacidad de la máquina. La conclusión práctica es sencilla:
Manipulación del aire = flexible y eficiente
Bottoming/acuñación = mayor precisión con mayores requisitos de fuerza
Un freno de presión hidráulico CNC es valioso en ambos métodos porque te da un control estable y programable sobre la posición y la repetibilidad.
Backgauges: La parte silenciosa que controla la repetibilidad
Si quieres longitudes de brida consistentes, necesitas una posición consistente. Ese es el trabajo del retrocargador. Muchas máquinas pueden utilizar diferentes tipos de calibre de fondo, desde ajustes manuales hasta pasadores que se colocan en los agujeros, hasta unidades programables CNC que se mueven tras cada pasada.
En la mayoría de los talleres, el proceso es de alimentación manual: el operador sostiene la pieza, la coloca contra la posición correcta del manómetro de fondo y luego se realiza la curva. Por eso la calidad del backgauge importa más de lo que esperan los principiantes.
Formas prácticas en que un backgauge CNC te ayuda:
✅Menos medición entre curvas, porque la máquina "recuerda" las posiciones
✅Menos errores acumulados, especialmente en piezas con múltiples curvas
✅Montaje más rápido en parcelas pequeñas, donde normalmente se pierde tiempo
En JS RAGOS, nos centramos en la estabilidad del backgauge y el flujo de programación porque el backgauge es donde se construye o se pierde la repetibilidad.
Reglas de diseño que evitan costosos problemas de flexión
Muchos defectos de flexión comienzan en el dibujo, no en la máquina. Un freno de prensa hidráulico CNC puede funcionar rápido, pero no puede "arreglar" una mala fabricabilidad. Aquí tienes algunas reglas de diseño que reducen consistentemente la distorsión, el daño a la herramienta y la variación inesperada:
✅Utiliza un radio interior común entre curvas siempre que sea posible. Radios internos estrechos por debajo de los mínimos recomendados pueden causar problemas de flujo de materiales en metales blandos y grietas en los más duros.
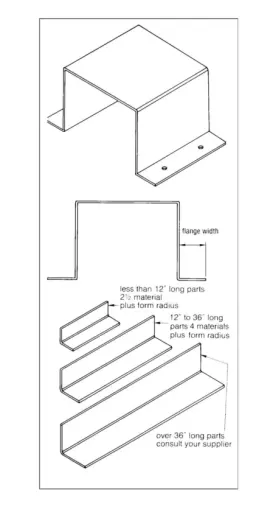
✅Ancho de brida: ≥ 4× de espesor (previene sobrecargas y deformaciones de la brida).
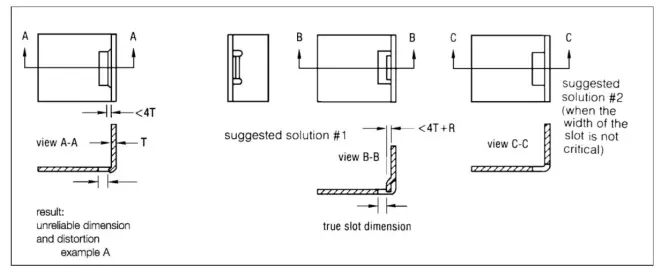
✅Características cercanas a las curvas: ≥ un 3× de espesor desde la línea de curvatura (reduce la deformación de agujeros/ranuras).
✅Ángulos: Por defecto a 90°; Los ángulos especiales pueden requerir herramientas adicionales para repetirse bien.
Estas directrices no son teoría. Reflejan lo que ocurre cuando la lámina se ve forzada a fluir durante la flexión. Cuando respetas la física, el programa CNC se vuelve más sencillo y el taller más predecible.
Cómo JS RAGOS ayuda a los principiantes a conseguir flexiones estables más rápido
La mayor ventaja del conformado del freno de presión es la flexibilidad. Con los chips estándar en V, puedes montar parcelas pequeñas y prototipos de forma económica, y luego hacer pruebas a escala con calibración programable moderna y configuraciones de varios pasos. La desventaja es que cada curva se mide por separado, por lo que puede acumularse variación si tu proceso carece de una estrategia de referencia clara y un posicionamiento repetible.
Aquí es donde los productos y soporte JS RAGOS se centran en resultados prácticos:
✅Más confianza en la aprobación de la primera pieza, porque el enfoque de flexión está estructurado, no es de prueba y error
✅Menor tiempo de ajuste para órdenes mixtas, usando calibración estable y lógica de recorrido repetible
✅Mejor comunicación entre diseño y producción, aplicando desde temprano reglas claras de brida/características
CTA: Si estás planeando comprar tu primer freno hidráulico de prensa CNC —o quieres mejorar la consistencia de flexión en tu línea actual— contacta con JS RAGOS para una recomendación de modelo basada en tu rango de materiales, longitud de la pieza y método de flexión objetivo. Comparte algunos planos típicos y te ayudaremos a elegir un tonelaje/longitud de cama práctico y un enfoque de montaje que reduzca la chatarra y haga que la flexión sea controlable.

