













Interferência de Flexão de Chapas Metálicas: Causas & Soluções
Interferência de flexão é um problema comum em operações de chapa metálica em múltiplas etapas. A interferência ocorre quando a peça de trabalho, ferramental, ou colisão da máquina durante a operação de flexão. Aqui na JS RAGOS, Trabalhamos para definir e eliminar Ajudamos com ferramentas personalizadas, Processo, e soluções de design. Este guia oferece insights sobre possíveis interferências e soluções baseadas em nossas experiências no local.
1. Por quê BFim Ia nterreferência é ITransporte
A flexão é a operação mais importante em chapa metálica. Essa operação depende da deformação plástica do metal para criar partes de uma geometria e dimensões específicas. Quando comparado aos processos de soldagem, Fascinante, ou parafusamento, O processo de dobrar traz os seguintes benefícios.
• Maior precisão e repetibilidade
• Redução de despesas com ferramentas e mão de obra
• Tempo de ciclo mais curto
• Melhora a aparência ao eliminar juntas e emendas
Contudo, O uso de geometrias mais complexas cria uma maior chance de interferência de flexão. Sem o planejamento adequado do processo, a escolha das ferramentas certas e a consideração da ordem correta das operações, Interferências de dobra podem tornar impossível a fabricação de uma peça. Na JS RAGOS, Começamos a tratar questões de interferência na fase de projeto da peça para garantir eficiência, Fabricação contínua.
2. O que é Interferência de Flexão de Chapas Metálicas?
A interferência de flexão ocorre principalmente em componentes projetados para passar por duas ou mais curvas. Nesses casos, A interferência ocorre devido a uma colisão física entre uma aresta dobrada de um componente no processo e o chip, O Punch, a estrutura da máquina ou uma característica do componente. Os principais fatores que influenciam são:
• Formato e dimensões da peça
• Ferramentas (soco & o)
• Estrutura da máquina (Largura da cama, Curso do RAM, Curso de bitola para trás)
• Sequência de flexão
Abaixo estão os três tipos mais comuns de interferência de flexão, ilustrado com exemplos típicos.
2.1 Interferência entre a borda curvada e as ferramentas
Este é o tipo de interferência mais frequente. Durante a rotação de flexão, A borda já torta acerta o soco (Die superior) ou o dado (Dado inferior), causando deformação ou interrompendo o processo.
• Interferência do chip superior – A borda dobrada atinge o punção enquanto ele gira para cima.
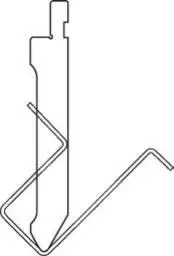
Figura 1: Interferência de mofo superior
• Interferência do chip inferior – A peça colide com o ombro do die ou com a ferramenta inferior.
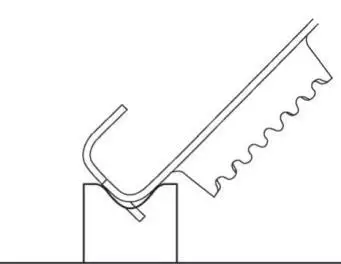
Figura 2: Interferência inferior ao die
Exemplo: Uma flange alta em uma peça em formato de "U" pode facilmente atingir o punch. O JS RAGOS recomenda verificar a folga das ferramentas logo no início da fase de projeto.
2.2 Interferência entre peça e máquina
Isso ocorre com geometrias fechadas ou sobredimensionadas, como:
• Curvas fechadas de três lados – Após dobrar dois lados paralelos, As paredes verticais altas atingem o dado superior ao tentar o terceiro lado. Também, A cama da máquina ou o medidor traseiro podem bloquear o posicionamento da peça.
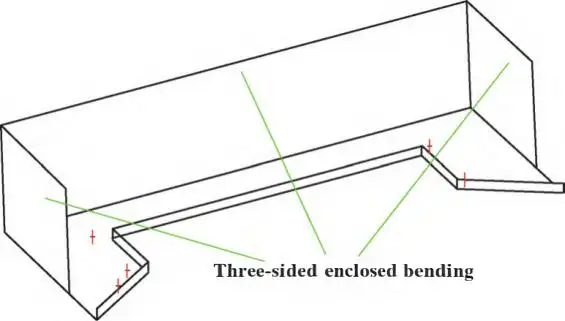
Figura 3: Flexão fechada de três lados
• Curvas em formato de "Z" – Um deslocamento simples (Banda Z) frequentemente falha: após a primeira curva de 90°, A perna longa aponta para baixo e bate na mesa da máquina durante a segunda curva.
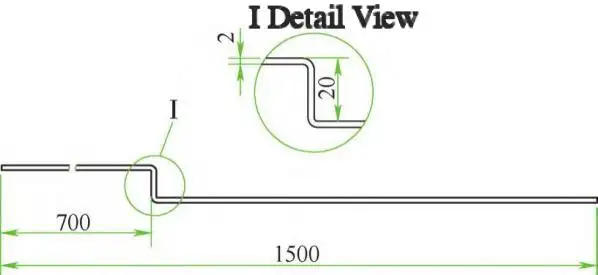
Figura 4: Curvatura em formato de Z
✨ Visão de JS RAGOS: Muitas das chamadas peças "inflexíveis" podem ser salvas ajustando a ordem de flexão ou usando ferramentas especiais — veja Seção 3.
2.3 Interferência com Outras Características da Peça
Em peças com exigências de montagem rigorosas, Tolerâncias acumuladas e recuo de mola podem causar colisão de bordas ou ângulos que fiquem curtos.
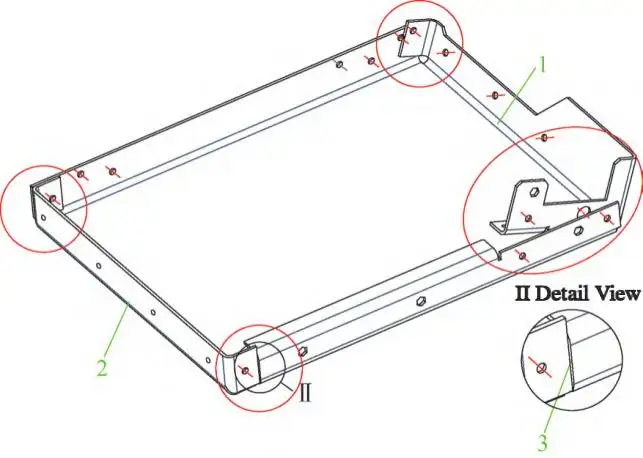
Figura 5: Flexão com uma estrutura de montagem
Exemplo: Uma peça em forma de caixa com flanges internas de acoplamento. Se a tolerância de largura for muito negativa (curvado demais), as flanges laterais colidem umas com as outras. Sem uma lacuna adequada em certas posições, O ângulo de curvatura não pode atingir 90°.
Esses casos exigem uma abordagem holística: Análise de tolerância, Compensação de retorno de energia, e planejamento de sequências.
3. Soluções práticas para a interferência de curvatura de chapa metálica
Baseado em décadas de experiência em fabricação, O JS RAGOS aplica as seguintes estratégias — muitas vezes em combinação — para resolver problemas de interferência de forma eficiente.
3.1 Otimize a Seleção de Ferramentas & Modificar as Formas
A escolha das ferramentas é a primeira linha de defesa.
• Fisgado / Punch em forma de pescoço de ganso – A solução mais comum para peças em formato de "U". Seu design embutido oferece folga para flanges altas. A JS RAGOS oferece uma variedade de punções de gooneck e pode recomendar o tamanho certo com base na altura da flange e largura da base.
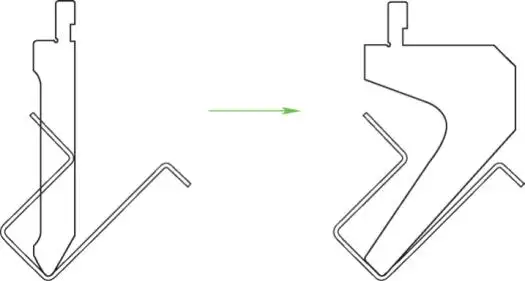
Figura 6 Dobra o Gancho, Die
• Ferramentas padrão modificadas – Notch, Moinho, ou furar furos de folga no punção ou matriz onde ocorre interferência. Contudo, Sempre verifique se o corpo restante da ferramenta tem resistência suficiente para evitar desgaste prematuro ou deflexão.

Figura 7: Molo Modificado
Quando nem mesmo um soco de pescoço de ganso não consegue passar a peça, A JS RAGOS recomenda uma curvatura em linha de pontuação ou sulco em V (também chamado de "roteamento antes da flexão").
Placar / V-Método do sulco:
• Pressionar uma indentação rasa (ou fresar um sulco em V, profundidade ≈ 80% de espessura da folha) Ao longo da linha da curva.
• O sulco permite pré-dobramento parcial (Por exemplo,, até 135° em vez de 90°), evitar colisão de ferramentas em etapas subsequentes.
• Finalmente, achatar até 90°.
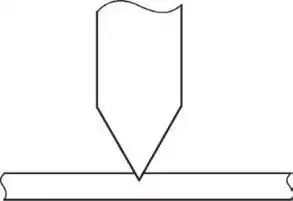
Figura 8: Processo de Prensagem por Fio

a) Groove e pré-dobramento b) Groove, Dobra, e correção
Figura 9: Ranhuramento e Flexão
Cuidado: Sulcos profundos podem reduzir a resistência ou causar trincas — avalie por aplicação. A JS RAGOS pode realizar testes de viabilidade para seu material e espessura específicos.
3.2 Projete uma Sequência de Flexão Inteligente
Uma sequência inteligente frequentemente elimina a necessidade de ferramentas complexas.
Para o Z-Exemplo de curvatura:
Em vez de dobrar as duas pernas diretamente para 90°:
• Pré-curvar a primeira etapa até cerca de 135°.
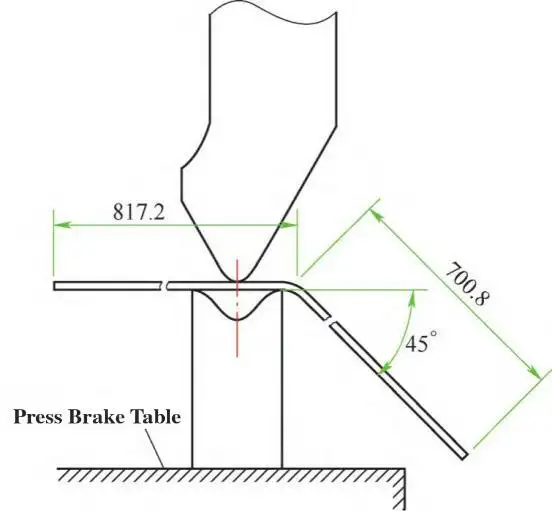
Figura 10: Esquema do pré-dobramento
• Dobrar totalmente a segunda perna até 90°.
Figura 11: Sequência de Flexão
• Retorno à primeira etapa e finalização a 90°.
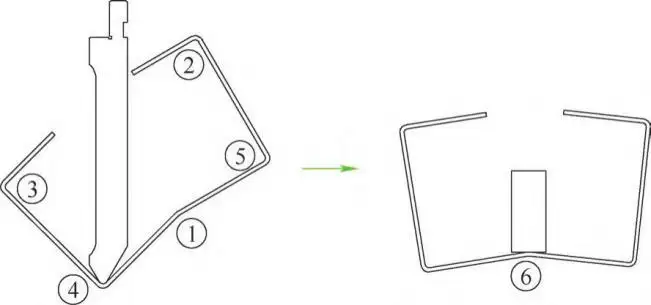
Figura 12: Processo de pré-dobramento
Para complexo, Multi-Partes de dobra:
• Usar raciocínio em ordem inversa – determinar primeiro a última curva, Depois trabalhe para trás. Isso garante que as flanges críticas (quais são os mais difíceis de acessar) são dobrados por último, Evitando interferência com o punção.
Pré-dobramento como operação sacrificial:
Adicione uma curva reversa temporária (Ângulo pequeno) onde a interferência é prevista. Após completar as curvas principais, A curvatura temporária é corrigida ou removida.
O JS RAGOS ajuda os clientes a simular sequências de dobra usando CAD/CAM e conhecimento testado em campo — economizando semanas de tentativa e erro.
3.3 Escolha o Equipamento de Dobra Correto
Nem todos os freios de pressão são iguais. Dois tipos principais:
• Formação ascendente (Ariete inferior) prensas – Adequadas para chapas finas; o soco se move para cima a partir de baixo.
• Formação descendente (top-ram) pressionamentos – O soco se move para baixo; Melhores para placas grossas e peças grandes.
Parâmetros principais da máquina influenciando a interferência:
• Altura aberta & curso – Espaço inadequado para folga estendida em flanges altas.
• Largura da cama – Camas largas podem bloquear partes que se estendem abaixo do chip.
• Faixa de deslocamento do bitola de retorno & disposição – Pode entrar em conflito com partes longas ou assimétricas.
A JS RAGOS opera uma linha de freios de pressão CNC modernos (incluindo modelos com software avançado de prevenção de interferências) e pode aconselhar sobre a seleção de máquinas para a sua família de peças específica.
3.4 Design Personalizado / Não-Ferramentas Padrão
Para geometrias altamente complexas, Ferramentas prontas para uso não serão suficientes. A JS RAGOS projeta e fabrica ferramentas dedicadas de dobra não padrão, incluindo:
• Matrizes moldadas de peça única (Por exemplo,, Socos escalonados, Formas sob medida do raio)
• Conjuntos modulares (Ferramentas móveis multicomponentes que "expandem" ou "colapsam" durante o curso)
Ferramentas personalizadas exigem uma análise cuidadosa da geometria da peça, Material, Tamanho do lote, e custo. O JS RAGOS oferece serviço de ponta a ponta: Estudo de viabilidade → design 3D → produção → teste interno.
3.5 Melhorar o Design das Peças para Flexibilidade
Às vezes, a melhor solução é modificar o design do produto sem afetar sua função ou dimensões.
Caso real de JS RAGOS (Cobertura da lâmpada da locomotiva):
O projeto original tinha duas flanges de ângulo agudo e uma emenda separada para solda. Análise após análise, Trocamos a emenda de solda e uma flange:
• A flange anteriormente aguda tornou-se uma curva reta (Fácil de formar).
• A flange original tornou-se uma emenda de solda (abreviado por 45%).
Resultados:
• Sem interferência de flexão.
• Redução de 55% no comprimento da solda → menor custo, Maior taxa de transferência.
• Não é necessário equipamento especial.
JS RAGOS oferece DFM (Projeto para Fabricabilidade) revisões na fase inicial de prototipagem para captar tais oportunidades.
4. Resumo & Por que escolher JS RAGOS
A interferência na flexão da chapa metálica é inevitável à medida que as peças se tornam mais complexas, mas nunca é insolúvel. O segredo é combinar:
• Seleção correta de ferramentas (Padrão, Modificado, ou personalizado)
• Uma sequência de dobra bem planejada (Pré-curvas, Lógica reversa)
• Consciência das limitações das máquinas (e escolher o equipamento certo)
• Otimização de projeto (mudanças em características que causam auto-interferência)
Como fabricante dedicado, A JS RAGOS não escreve apenas sobre soluções — aplicamos diariamente no nosso chão de produção. Se você precisa de socos no pescoço de ganso, Curvatura em sulco em V, Simulação de processos, ou ferramentas totalmente personalizadas, Nós entregamos práticas práticas, Respostas econômicas para a Interferência de Flexão de Chapas Metálicas.
Entre em contato com o JS RAGOS para uma análise DFM gratuita das suas partes de dobra mais desafiadoras. Vamos ser mais inteligentes, não mais difícil.

