













Interférence de flexion de la tôle métallique: Causes & Solutions
Les interférences de flexion sont un problème courant dans les opérations de tôle à plusieurs étapes. L’interférence se produit lorsque la pièce à travailler, outillage, ou la collision de la machine lors de l’opération de flexion. Ici chez JS RAGOS, Nous travaillons à définir et éliminer Nous aidons avec des outils adaptés, Processus, et solutions de conception. Ce guide offre un aperçu des interférences possibles et propose des solutions issues de notre expérience sur site.
1. Pourquoi BFin Ila différence est Important
La flexion est l’opération la plus importante en tôle. Cette opération repose sur la déformation plastique du métal pour créer des parties d’une géométrie et de dimensions spécifiques. Comparé aux procédés de soudage, captivant, ou boulonnage, Le processus de flexion présente les avantages suivants.
• Plus grande précision et répétabilité
• Réduction des coûts d’outillage et de main-d’œuvre
• Temps de cycle plus court
• Amélioration de l’apparence en éliminant les joints et les coutures
Toutefois, L’utilisation de géométries plus complexes augmente le risque d’interférences de courbure. Sans planification appropriée du processus, le choix des bons outils et la prise en compte de l’ordre d’opérations approprié, Les interférences de courbure peuvent rendre la fabrication d’une pièce impossible. À JS RAGOS, Nous commençons à traiter les problèmes d’interférences dès la phase de conception de la pièce afin d’assurer l’efficacité, Fabrication sans couture.
2. Qu’est-ce que l’interférence de flexion de la tôle?
L’interférence de flexion survient principalement sur des composants conçus pour subir deux courbes ou plus. Dans de tels cas, L’interférence se produit à cause d’une collision physique entre un bord tordu d’un composant dans le procédé et la matrice, Le Punch, la trame machine ou une caractéristique du composant. Les principaux facteurs d’influence sont:
• Forme et dimensions de la pièce
• Outillages (Punch & le)
• Structure de la machine (Largeur du lit, Coup de bélier, Course de l’écartement arrière)
• Séquence de flexion
Voici les trois types les plus courants d’interférence de courbure, illustré avec des exemples typiques.
2.1 Interférence entre le bord courbé et l’outillage
C’est le type d’interférence le plus fréquent. Pendant la rotation de courbure, Le bord déjà tordu frappe le poing (Die supérieur) ou le dé (Inférieur), provoquant une déformation ou arrêtant le processus.
• Interférence de la puce supérieure – Le bord tordu frappe le poinçon lorsqu’il tourne vers le haut.
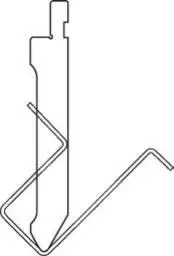
Figure 1: Interférence de moisissure supérieure
• Interférence inférieure – La pièce entre en collision avec l’épaule de la puce ou l’outil inférieur.
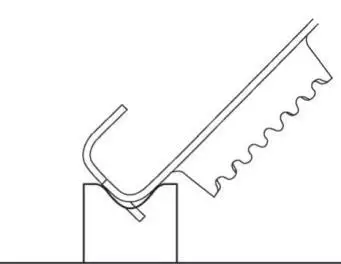
Figure 2: Interférence inférieure à la puce
Exemple: Une grosse bride sur une partie en forme de « U » peut facilement toucher le poinçon. JS RAGOS recommande de vérifier la dégagement des outils dès le début de la phase de conception.
2.2 Interférence entre la pièce et la machine
Cela se produit avec des géométries enfermées ou surdimensionnées, comme:
• Courbes fermées à trois côtés – Après avoir plié deux côtés parallèles, Les hautes parois verticales frappent la matrice supérieure lors de la tentative du troisième côté. Aussi, Le plateau de la machine ou le manomètre arrière peut bloquer le positionnement des pièces.
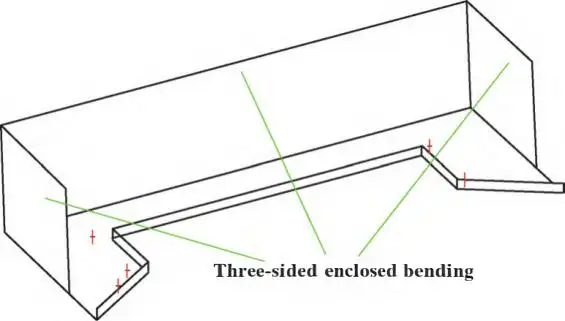
Figure 3: Courbure fermée à trois côtés
• Courbes en forme de « Z » – Un décalage simple (Bande Z) Échoue souvent: Après le premier virage de 90°, La longue jambe pointe vers le bas et frappe la table de la machine lors du deuxième virage.
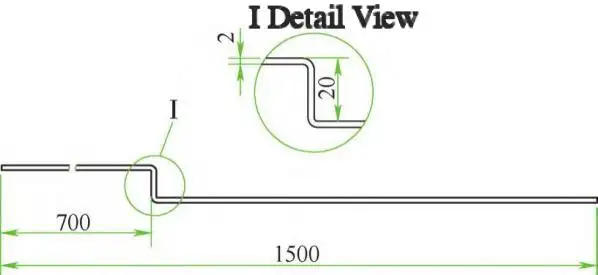
Figure 4: Courbure en forme de Z
✨ Analyse de JS RAGOS: De nombreuses pièces dites « inflexibles » peuvent être sauvées en ajustant l’ordre de flexion ou en utilisant des outils spéciaux — voir Section 3.
2.3 Interférence avec d’autres caractéristiques de la pièce
Dans des pièces avec des exigences d’assemblage serrées, Les tolérances accumulées et le recul peuvent provoquer des collisions des arêtes ou des angles qui ne tombent pas.
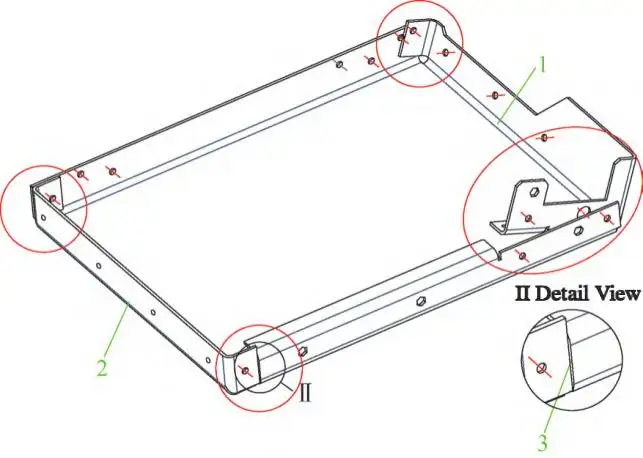
Figure 5: Flexion avec une structure d’assemblage
Exemple: Une pièce en forme de boîte avec des brides d’accouplement internes. Si la tolérance de largeur est trop négative (trop courbé), Les brides latérales s’entrechoquent. Sans un espace adéquat à certaines positions, L’angle de flexion ne peut pas atteindre 90°.
Ces cas exigent une approche globale: Analyse de tolérance, Compensation de retour à ressort, et planification de séquences.
3. Solutions pratiques à l’interférence de la tôle de pliage
Basé sur des décennies d’expérience dans la fabrication, JS RAGOS applique les stratégies suivantes — souvent combinées — pour résoudre efficacement les problèmes d’interférences.
3.1 Optimiser la sélection des outils & Modifier les formes
Le choix des outils est la première ligne de défense.
• Accroché / Poinçon à cou d’oie – La solution la plus courante pour les pièces en forme de « U ». Sa conception en retrait offre un dégagement pour les rebords hauts. JS RAGOS propose une gamme de poinçons à col de poule et peut recommander la bonne taille en fonction de la hauteur de la bride et de la largeur du fond de votre rebord.
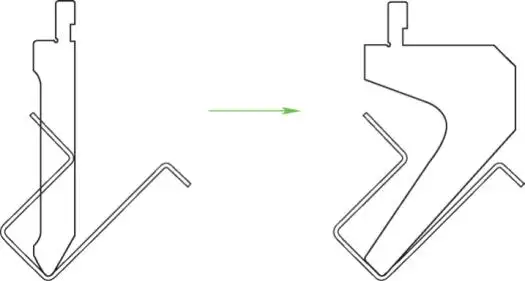
Figure 6 Courbe de matrice crochet
• Outillage standard modifié – Encoche, Moulin, ou percer des trous de jeu dans la poinçon ou la matrice où il y a des interférences. Toutefois, Vérifiez toujours que le corps restant de l’outil a une solidité suffisante pour éviter une usure prématurée ou une déviation.

Figure 7: Moule modifié
Quand même un coup de poing à cou de poule ne peut pas franchir la pièce, JS RAGOS recommande une courbure en ligne de rainure ou en V (aussi appelé « rouage avant la flexion »).
Score / V-Méthode du sillon:
• Appuyer sur une indentation peu profonde (ou fraiser une rainure en V, profondeur ≈ 80% d’épaisseur de feuille) Le long de la ligne de courbe.
• La rainure permet une pré-flexion partielle (par exemple,, à 135° au lieu de 90°), Éviter la collision de l’outil aux étapes suivantes.
• Enfin, aplatissement à 90°.
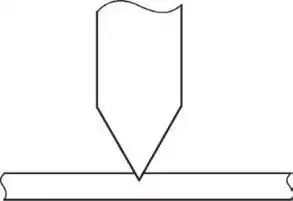
Figure 8: Procédé de pressage à fil

un) Rainures et pré-bending b) Groove, pliage, et correction
Figure 9: Rainures et flexion
Prudence: Les rainures profondes peuvent réduire la résistance ou provoquer des fissures — évaluez par application. JS RAGOS peut effectuer des tests de faisabilité pour votre matériau spécifique et votre épaisseur.
3.2 Concevoir une séquence intelligente de flexion
Une séquence astucieuse élimine souvent le besoin d’outillage complexe.
Pour le Z-Exemple de courbure:
Au lieu de plier les deux jambes directement à 90°:
• Pré-courber la première étape à environ 135°.
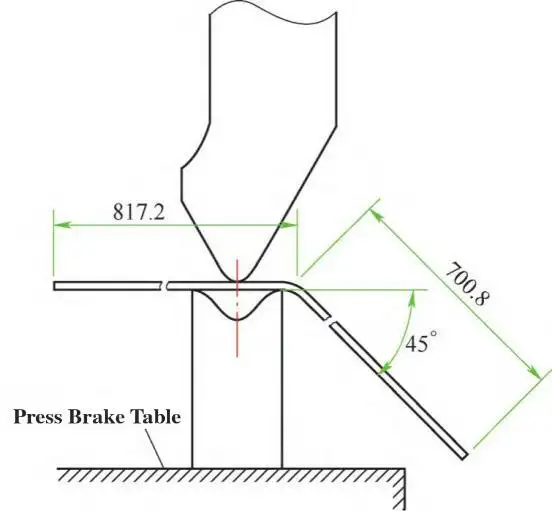
Figure 10: Schéma de la pré-flexion
• Plier complètement la seconde étape à 90°.
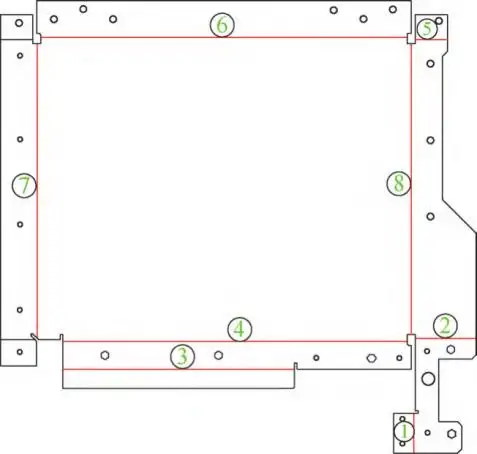
Figure 11: Séquence de courbure
• Revenir à la première étape et la terminer à 90°.
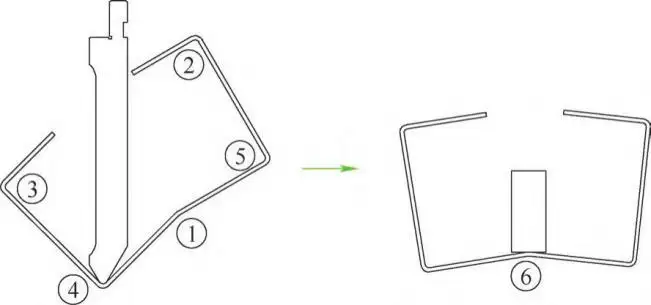
Figure 12: Processus de pré-courbure
Pour complexe, Multi-Parties de courbe:
• Utiliser le raisonnement en ordre inverse – déterminer d’abord la dernière courbe, Puis remontez. Cela garantit que les brides critiques (Qui sont les plus difficiles d’accès) sont courbés en dernier, Éviter d’interférer avec le poinçon.
Avant-le maîtrise comme opération sacrificielle:
Ajoutez une courbure inverse temporaire (petit angle) où l’interférence est prédite. Après avoir terminé les courbes principales, La courbure temporaire est soit corrigée, soit supprimée.
JS RAGOS aide les clients à simuler des séquences de flexion en utilisant CAO/FAO et des connaissances éprouvées sur le terrain — ce qui permet d’économiser des semaines d’essais et d’erreurs.
3.3 Choisissez le bon équipement de flexion
Tous les freins à pression ne se valent pas. Deux types principaux:
• Formage ascendant (Bélier inférieur) presses – Adaptées aux feuilles fines; le poing monte depuis le bas.
• Formation vers le bas (Top-ram) presses – Le coup descend; Mieux adapté aux plaques épaisses et aux grosses pièces.
Paramètres principaux de la machine influençant les interférences:
• Hauteur à perte & course – Espace insuffisant pour un jeu prolongé sur les brides hautes.
• Largeur de lit – Les lits larges peuvent bloquer les parties qui s’étendent sous la puce.
• Plage de course de l’écartement arrière & disposition – Peut entrer en conflit avec des parties longues ou asymétriques.
JS RAGOS utilise une gamme de freins à pression CNC modernes (y compris des modèles avec des logiciels avancés d’évitement des interférences) et pourra conseiller sur le choix des machines adaptées à votre famille de pièces spécifiques.
3.4 Design personnalisé / Non-Outillages standards
Pour des géométries très complexes, Les outillages standards ne suffiront pas. JS RAGOS conçoit et fabrique des outils de pliage non standard dédiés, y compris:
• Matrices en forme monobloc (par exemple,, Coups de poing en gradins, Formes adaptées au rayon)
• Ensembles modulaires (Outils mobiles multicomposants qui « se dilatent » ou « s’effondrent » lors de la course)
Les outillages personnalisés nécessitent une analyse minutieuse de la géométrie des pièces, Matériel, Taille du lot, et coût. JS RAGOS offre un service de bout en bout: étude de faisabilité → conception 3D → production → essai en interne.
3.5 Améliorer la conception des pièces pour la flexibilité
Parfois, la meilleure solution consiste à modifier la conception du produit sans affecter sa fonction ou ses dimensions.
Véritable cas de JS RAGOS (Cache-lumière de la locomotive):
Le design original comportait deux brides à angle aigu et une soudure séparée. Après analyse, Nous avons échangé la soudure et une bride:
• La bride auparavant très aiguë est devenue une courbure droite (Facile à former).
• La bride d’origine est devenue une soudure (abrégé par 45%).
Résultats:
• Aucune interférence de courbure.
• réduction de 55 % de la longueur de soudure → coût réduit, Débit plus élevé.
• Aucun outillage spécial requis.
JS RAGOS propose le DFM (Conception pour la fabricabilité) Des revues au stade précoce du prototypage pour saisir de telles opportunités.
4. Résumé & Pourquoi choisir JS RAGOS
L’interférence de pliage de la tôle est inévitable à mesure que les pièces deviennent plus complexes, Mais elle n’est jamais insoluble. L’essentiel est de combiner:
• Choix approprié des outils (Standard, Modifié, ou coutumier)
• Une séquence de flexion bien planifiée (Pré-courbures, Logique inverse)
• Prise de conscience des limites de la machine (et choisir le bon équipement)
• Optimisation de la conception (Modifications des caractéristiques qui provoquent une interférence personnelle)
En tant que fabricant dédié, JS RAGOS ne se contente pas d’écrire sur des solutions — nous les appliquons quotidiennement sur notre atelier. Que vous ayez besoin de coups de poing au cou de pouce, Courbure en sillon en V, Simulation de procédé, ou des outillages entièrement personnalisés, Nous livrons des services pratiques, Réponses rentables à l’interférence de la tôle de courbure.
Contactez JS RAGOS pour une analyse DFM gratuite de tes parties de maîtrise les plus difficiles. Faisons preuve de plus de malinté, Pas plus dur.

