













Blechbieginterferenz: Ursachen & Lösungen
Bieginterferenz ist ein häufiges Problem bei mehrstufigen Blechbearbeitungen. Interferenz tritt auf, wenn das Werkstück, werkzeugbestückung, oder die Maschine während des Biegenvorgangs kollidiert. Hier bei JS RAGOS, Wir arbeiten daran, zu definieren und zu eliminieren, wir helfen mit maßgeschneiderten Werkzeugen, Ablauf, und Entwurfslösungen. Dieser Leitfaden bietet Einblicke in mögliche Störungen und bietet Lösungen basierend auf unseren Erfahrungen vor Ort.
1. Warum BEnde ITerferenz ist ITragen
Biegen ist die wichtigste Operation im Blech. Dieser Vorgang beruht auf der plastischen Verformung des Metalls, um Teile einer bestimmten Geometrie und Abmessung zu erzeugen. Im Vergleich zu den Schweißprozessen, fesselnd, oder Verschrauben, Der Biegenprozess hat folgende Vorteile.
• Größere Präzision und Wiederholbarkeit
• Reduzierte Werkzeug- und Arbeitskosten
• Kürzere Zykluszeit
• Verbessertes Aussehen durch Beseitigung von Verbindungen und Nähten
Aber, Die Verwendung komplexerer Geometrien erhöht die Wahrscheinlichkeit von Biegeinterferenzen. Ohne angemessene Planung des Prozesses, die Auswahl der richtigen Werkzeuge und die Berücksichtigung der richtigen Operationsreihenfolge, Biegeninterferenzen können die Herstellung eines Bauteils unmöglich machen. Bei JS RAGOS, Wir beginnen bereits in der Entwurfsphase des Bauteils mit der Behandlung von Interferenzproblemen, um eine Effizienz sicherzustellen, Nahtlose Fertigung.
2. Was ist Blechbieginterferenz?
Biegeinterferenz tritt meist bei Bauteilen auf, die dafür ausgelegt sind, zwei oder mehr Biegungen zu durchlaufen. In solchen Fällen, Die Interferenz entsteht durch eine physikalische Kollision zwischen einer verbogenen Kante eines Bauteils im Prozess und der Matrix, Der Punch, der Maschinenrahmen oder ein Merkmal der Komponente. Die wichtigsten Einflussfaktoren sind:
• Bauteilform und Maße
• Werkzeuge (Punch & die)
• Maschinenstruktur (Bettbreite, Ram-Schlag, Rückspur-Bewegung)
• Biegesequenz
Nachfolgend sind die drei häufigsten Arten von Biegestörungen aufgeführt, veranschaulicht mit typischen Beispielen.
2.1 Interferenz zwischen gebogener Kante und Werkzeug
Dies ist die häufigste Interferenzart. Während der Biegerotation, Die bereits gebogene Kante trifft den Schlag (Obere Stempel) oder der Würfel (Niedriger Würfel), wodurch eine Verformung verursacht oder der Prozess gestoppt wird.
• Obere Stempelinterferenz – Die gebogene Kante trifft die Stanze beim Aufwärtsdrehen auf den Stanzen.
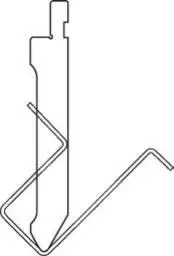
Abbildung 1: Interferenz im oberen Schimmel
• Geringere Interferenz in der Matrize – Das Teil kollidiert mit der Matrizenschulter oder dem unteren Werkzeug.
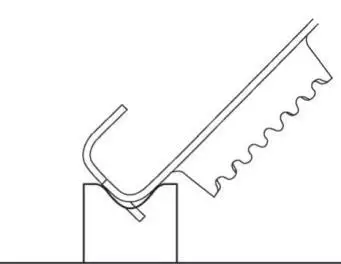
Abbildung 2: Geringere Chip-Interferenz
Beispiel: Ein hoher Flansch an einem "U"-förmigen Teil kann den Punch leicht treffen. JS RAGOS empfiehlt, die Werkzeugfreigabe früh in der Designphase zu überprüfen.
2.2 Interferenz zwischen Teil und Maschine
Dies geschieht bei geschlossenen oder übergroßen Geometrien, wie:
• Dreiseitige geschlossene Biegungen – Nach der Biegung zweier paralleler Seiten, Die hohen vertikalen Wände treffen beim Versuch der dritten Seite auf die obere Stanze. Außerdem, Das Maschinenbett oder die Rückspur kann die Positionierung der Bauteile blockieren.
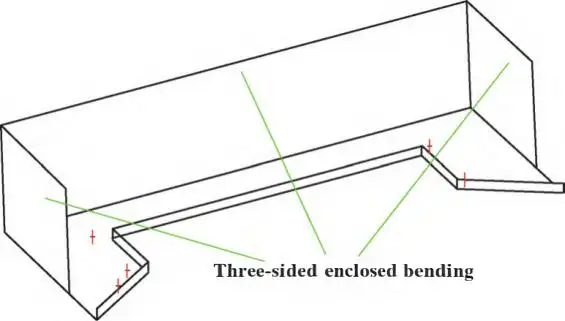
Abbildung 3: Dreiseitige, geschlossene Biegung
• "Z"-förmige Biegungen – Ein einfacher Versatz (Z-Band) scheitert oft: Nach der ersten 90°-Kurve, Das lange Bein zeigt nach unten und schlägt während der zweiten Biegung gegen den Maschinentisch.
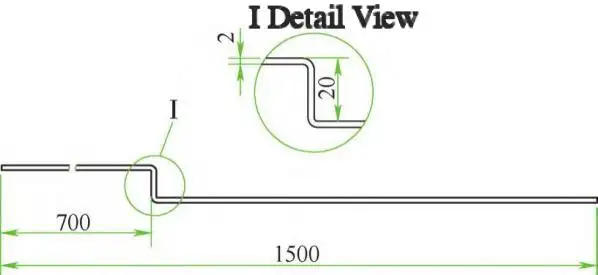
Abbildung 4: Z-förmiges Biegen
✨ JS RAGOS Einblick: Viele sogenannte "unbiegbare" Teile können durch Anpassung der Biegereihenfolge oder durch spezielle Werkzeuge gerettet werden – siehe Abschnitt 3.
2.3 Störung mit anderen Bauteilmerkmalen
In Teilen mit engen Montageanforderungen, Angesammelte Toleranzen und Rücksprung können dazu führen, dass Kanten kollidieren oder Winkel zu kurz fallen.
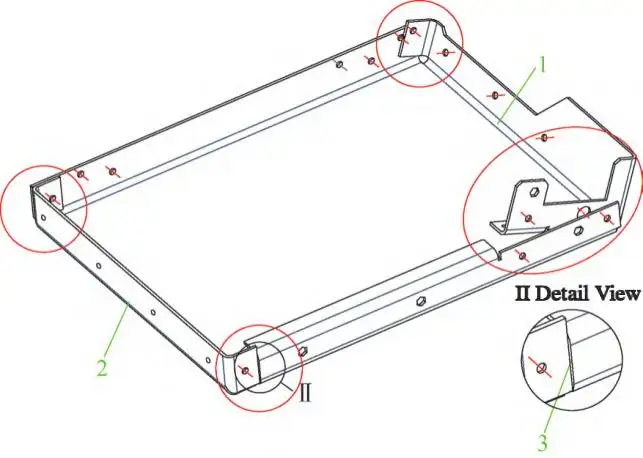
Abbildung 5: Biegen mit einer Montagestruktur
Beispiel: Ein kastenartiges Teil mit inneren Verbindungsflanschen. Wenn die Breitentoleranz zu negativ ist (Übergebogen), die Seitenflansche prallen aufeinander. Ohne eine richtige Lücke an bestimmten Positionen, Der Biegewinkel darf nicht 90° erreichen.
Diese Fälle erfordern einen ganzheitlichen Ansatz: Toleranzanalyse, Springback-Kompensation, und Sequenzplanung.
3. Praktische Lösungen für Blechbiegungsstörungen
Basierend auf jahrzehntelanger Herstellungserfahrung, JS RAGOS wendet folgende Strategien – oft in Kombination – an, um Interferenzprobleme effizient zu lösen.
3.1 Optimierung der Werkzeugauswahl & Modify Die Shapes
Die Wahl der Werkzeuge ist die erste Verteidigungslinie.
• Hooked / Gooseneck-Punch – Die gebräuchlichste Lösung für "U"-förmige Bauteile. Sein versenktes Design bietet Platz für hohe Flansche. JS RAGOS bietet eine Auswahl an Gooseneck-Punches an und kann die richtige Größe basierend auf der Flanschhöhe und der Unterseitenbreite empfehlen.
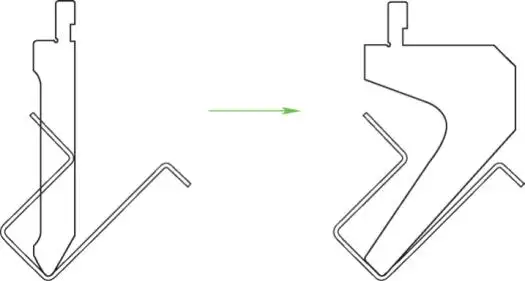
Abbildung 6 Bend Hook Die
• Modifizierte Standardwerkzeuge – Kerbe, Mühle, oder Bohrlöcher in den Locher oder die Stanze bohren, wo Störungen auftreten. Aber, Überprüfen Sie stets die Festigkeit des verbleibenden Werkzeugkörpers, um vorzeitigen Verschleiß oder Durchbiegen zu vermeiden.

Abbildung 7: Modifizierte Form
Wenn selbst ein Schwanenhals-Schlag das Teil nicht überwinden kann, JS RAGOS empfiehlt eine Partiturlinie oder eine V-Rillen-Biegung (Auch genannt "Fräsen vor dem Biegen".).
Spielstand / V-Rillenmethode:
• Drücken Sie eine flache Einkerbung (oder eine V-Nut fräsen, Tiefe ≈ 80% von Blechdicke) entlang der Kurvenlinie.
• Die Nut ermöglicht eine teilweise Vorbiegung (z. B., auf 135° statt 90°), Vermeidung von Werkzeugkollisionen in nachfolgenden Schritten.
• Schließlich, Abflachen auf 90°.
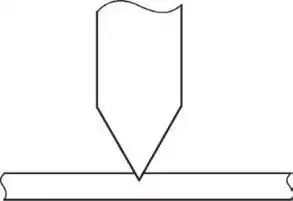
Abbildung 8: Drahtpressverfahren

ein) Rillen und Vorbiegen b) Grooven, Biegung, und Korrektur
Abbildung 9: Grooven und Biegen
Vorsicht: Tiefe Rillen können die Festigkeit verringern oder Risse verursachen – beurteilen Sie sich pro Anwendung. JS RAGOS kann Machbarkeitstests für Ihr spezifisches Material und Ihre Dicke durchführen.
3.2 Entwerfen Sie eine intelligente Bending-Sequenz
Eine clevere Abfolge überflüssig macht oft komplexe Werkzeuge notwendig.
Für das Z-Bend-Beispiel:
Anstatt beide Beine direkt um 90° zu beugen:
• Vorbiegen des ersten Abschnitts auf etwa 135°.
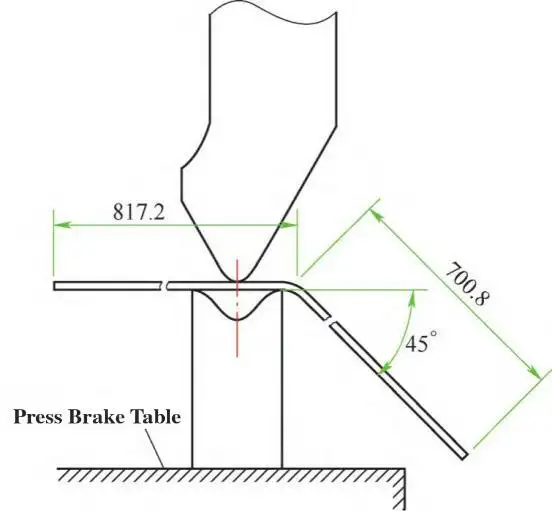
Abbildung 10: Schaltplan des Vorbiegens
• Biegen die zweite Etappe vollständig auf 90°.
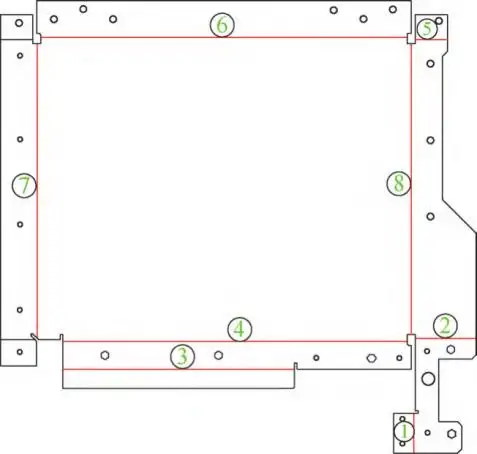
Abbildung 11: Biegesequenz
• Rückkehr zum ersten Abschnitt und beendet es auf 90°.
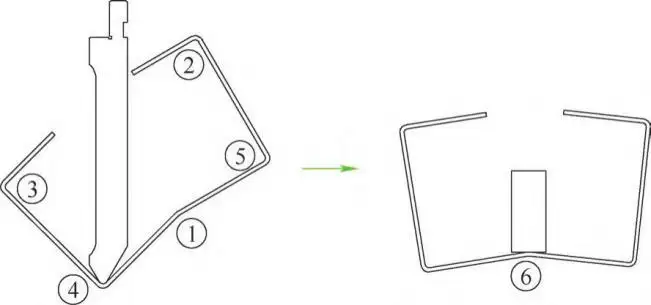
Abbildung 12: Vorbiegen-Prozess
Für komplexe, Multi-Biege-Teile:
• Verwenden Sie umgekehrte Reihenfolge – bestimmen Sie zuerst die letzte Biegung, Dann arbeite rückwärts. Dies stellt sicher, dass kritische Flansche (Die am schwersten zugänglich sind) sind zuletzt gebeugt, Vermeidung von Störungen mit dem Schlag.
Pre-Biegen als Opferoperation:
Fügen Sie eine temporäre Umwärtsbiegung hinzu (Kleiner Winkel) wobei Interferenz vorhergesagt wird. Nach Abschluss der Hauptkurven, Die temporäre Biegung wird entweder korrigiert oder entfernt.
JS RAGOS hilft Kunden, Biegesequenzen mithilfe von CAD/CAM und erprobtem Feld zu simulieren – was Wochen an Versuch und Irrtum spart.
3.3 Wählen Sie die richtige Biegeausrüstung
Nicht alle Pressbremsen sind gleich. Zwei Haupttypen:
• Aufwertung (Bottom-Ram) Pressen – Geeignet für dünne Bleche; Der Schlag bewegt sich von unten nach oben.
• Abformung (Top-Ram) Pressen – Der Stempel bewegt sich nach unten; Besser für dicke Platten und große Werkstücke.
Hauptmaschinenparameter, die die Interferenz beeinflussen:
• Offene Höhe & Hub – Unzureichender Platz für größere Freiräume bei hohen Flanschen.
• Bettbreite – Breite Betten können Teile blockieren, die unter die Matrize hinausgehen.
• Hinterspurwegbereich & Layout – Kann mit langen oder asymmetrischen Teilen kollidieren.
JS RAGOS betreibt eine Reihe moderner CNC-Pressbremsen (Einbeziehung von Modellen mit fortschrittlicher Interferenzvermeidungssoftware) und kann zur Maschinenauswahl für Ihre spezielle Teilefamilie beraten.
3.4 Design-Individualisierung / Nein-Standardwerkzeuge
Für hochkomplexe Geometrien, Standardwerkzeuge reichen nicht aus. JS RAGOS entwirft und fertigt spezielle, nicht standardisierte Biegewerkzeuge, einschließlich:
• Einteilige Formformen (z. B., Schrittweise Schläge, Radius-angepasste Formen)
• Modulare Baugruppen (Mehrkomponenten-Bewegungswerkzeuge, die sich während des Schlags "ausdehnen" oder "kollabieren")
Individuelle Werkzeuge erfordern eine sorgfältige Analyse der Bauteilgeometrie, Material, Losgröße, und Kosten. JS RAGOS bietet End-to-End-Service: Machbarkeitsstudie → 3D-Design → Inhouse-Produktion → Probe.
3.5 Verbesserung des Bauteildesigns für Biegbarkeit
Manchmal ist die beste Lösung, das Produktdesign zu modifizieren, ohne seine Funktion oder Abmessungen zu beeinträchtigen.
Realer Fall von JS RAGOS (Lokomotivlampenabdeckung):
Das ursprüngliche Design hatte zwei spitze Flansche und eine separate Schweißnaht. Nach der Analyse, Wir haben die Schweißnaht und einen Flansch ausgetauscht:
• Der zuvor spitze Flansch wurde zu einer geraden Biegung (Leicht zu formen).
• Der ursprüngliche Flansch wurde zu einer Schweißnaht (verkürzt durch 45%).
Ergebnisse:
• Keine Biegestörung.
• 55 % Verkürzung der Schweißlänge → geringere Kosten, Höherer Durchsatz.
• Keine speziellen Werkzeuge erforderlich.
JS RAGOS bietet DFM an (Entwurf für Herstellbarkeit) Reviews in der frühen Prototyping-Phase, um solche Chancen zu erschließen.
4. Zusammenfassung & Warum JS RAGOS wählen
Blechbiegstörungen sind unvermeidlich, wenn die Bauteile komplexer werden, Aber sie ist niemals unlösbar. Der Schlüssel ist, zu kombinieren:
• Richtige Werkzeugauswahl (Standard, Modifiziert, oder Gewohnheit)
• Eine gut geplante Biegsequenz (Vor-Bändungen, Umgekehrte Logik)
• Bewusstsein für Maschinengrenzen (und die richtige Ausrüstung auszuwählen)
• Designoptimierung (Verändernde Merkmale, die Selbststörungen verursachen)
Als spezialisierter Hersteller, JS RAGOS schreibt nicht nur über Lösungen – wir wenden sie täglich auf unserer Werkstattfläche an. Egal, ob du Schwanenhals-Schläge brauchst, V-Rillenbiegen, Prozesssimulation, oder vollständig angepasste Werkzeuge, Wir liefern praktisch, kostengünstige Lösungen für Blechbiegungsstörungen.
Kontaktieren Sie JS RAGOS für eine kostenlose DFM-Analyse einer deiner herausforderndsten Biege-Teile. Lass uns klüger biegen, nicht schwerer.

