













Herramientas y accesorios para frenos de presión: qué comprar primero
Success in precision metal fabrication depends less on the number of tools you own and more on the strategic utility of your first setup. At J.S. Ragos, we have observed that 80% of standard bending tasks can be accomplished with just 20% of a typical tooling catalog. Investing in high-performance 42CrMo alloy steel tooling ensures your shop achieves consistent ±0.1° accuracy from the very first day of production.
The "Rule of 8" and Beyond: Selecting Your Core Dies
What is the "Rule of 8" in press brake tooling?
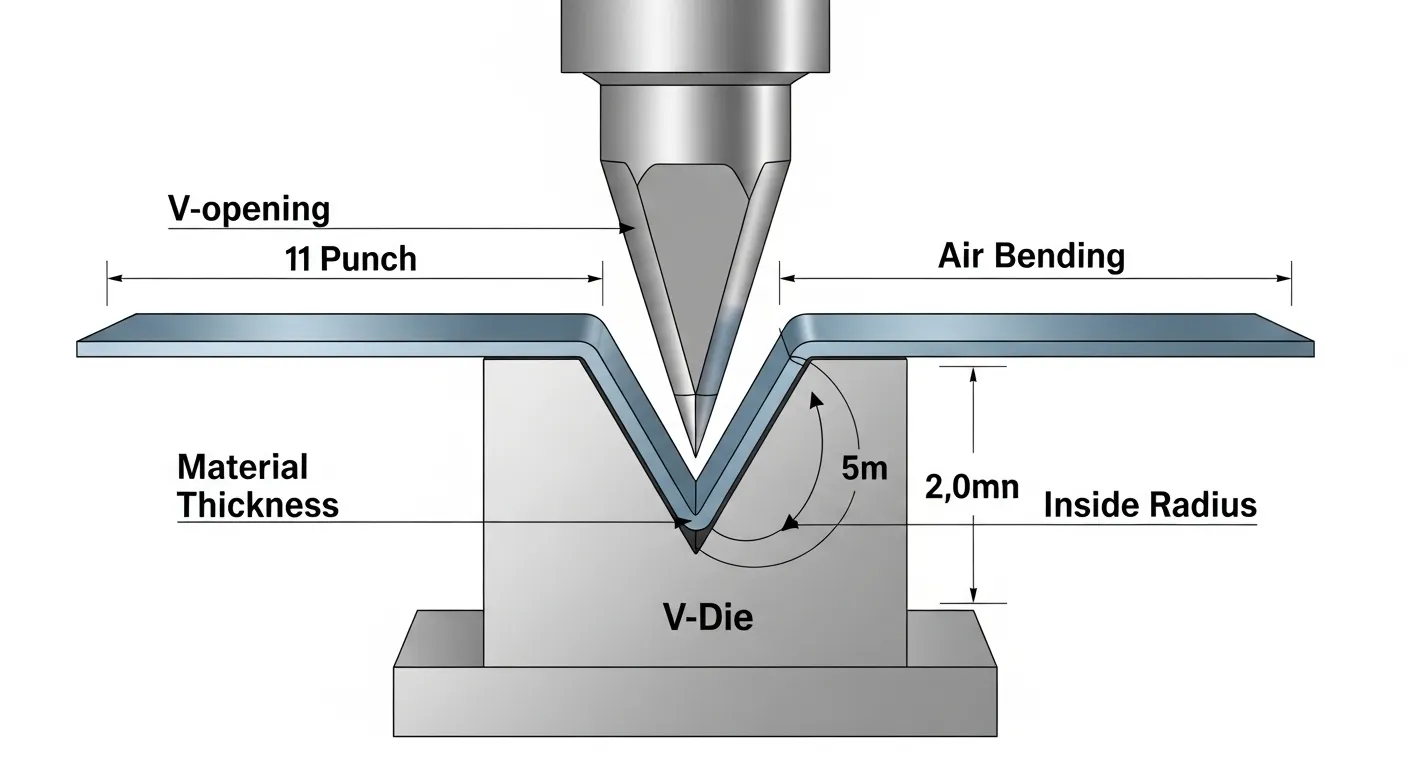
El Regla del 8 is a fundamental fabrication guideline stating that the ideal V-die opening should be eight times the material thickness (8T). For materials over 12mm, this ratio often increases to 10T or 12T to manage tonnage requirements and prevent tool fracture. Selecting the correct opening ensures an inside bend radius of approximately 16% of the V-width.
Cuando ayudamos a los clientes a especializar su primer Freno de prensa CNC JS Ragos, we emphasize that air bending is the modern standard for versatility. Unlike coining, air bending allows you to produce multiple angles using a single set of tools by controlling the depth of the punch.
| Grosor del material | Apertura en V recomendada | Radio interior resultante | Factor de tonelaje |
| 1.0 mm - 1.5 mm | 8 mm - 12 mm | 1.3 mm - 2.0 mm | Bajo |
| 2.0 mm - 3.0 mm | 16 mm - 24 mm | 3.2 mm - 4.8 mm | Medio |
| 4.0 mm - 6.0 mm | 32 mm - 50 mm | 6.4 mm - 8.0 mm | Alto |
| 10.0 mm+ | 80 mm - 100 mm | 16.0 mm - 20.0 mm | Crítica |
The "Triple Threat" Punch Selection
What are the essential press brake punches to buy first?
Los tres puntos esenciales para cualquier nuevo taller son un 88° Universal Punch, a Puñetazo de Cuello de Oca, and an Puñetazo agudo. The 88° punch handles most 90-degree air bending, while the gooseneck profile is critical for deep-box geometries. Acute punches are necessary for over-bending materials with high springback, such as stainless steel or high-tensile alloys.
En nuestra experiencia fabricando el Frenos híbridos de las series HG y HM, we’ve seen that the following trio offers the highest ROI:
- 88° Universal Punch: Your "daily driver." It provides enough clearance to compensate for springback in mild steel.
- Gooseneck Punch: Designed with a deep relief to allow for return flanges. If you are making electrical cabinets or 4-sided boxes, this is non-negotiable.
- Acute (30°) Punch: Essential for high-precision shops. These allow you to bend any angle from 30° to 170° when paired with the right die.
Critical Accessories: More Than Just "Add-ons"

What accessories are necessary for a CNC press brake?
Los accesorios esenciales para el freno de presión incluyen Abrazaderas rápidas estilo Amada, Sistemas de coronado controlados por CNC, y Medición de ángulos asistida por láser tools like the iMeasure. Quick clamps reduce setup times by over 50%, while automatic crowning ensures angle consistency across the entire length of the machine bed, preventing "boating" or "canoeing" effects in long workpieces.
At J.S. Ragos, we integrate several high-tier components into our Tooling & Automation for CNC Press Brakes setups:
- Safety Tangs: We use precision-ground safety clicks to ensure tools cannot fall out during setup.
- Digital Protractors: Incluso con avanzado Delem DA-66T controllers, we recommend manual verification for the first piece of a run.
- Tooling Cabinets: El almacenamiento con control de humedad es vital para proteger el tratamiento de fosfatado en nuestro 42CrMo steel tools from corrosion.
Material Matters: Why 42CrMo is the Industry Standard
What is the best material for press brake tooling?
El estándar industrial para las herramientas de calidad profesional es 42CrMo (Chromoly alloy steel), known for its high strength and wear resistance. When precisely heat-treated to HRC 47-52, this material maintains its geometric integrity under extreme tonnage. Choosing premium alloys prevents the tip deformation and shoulder wear common in cheaper, surface-hardened carbon steel alternatives.
Mantenimiento y Longevidad de la Herramienta
How do you maintain press brake tooling?
Maintain press brake tooling by cleaning surfaces after every shift, applying a light coat of industrial lubricant, and inspecting for "galling" (material buildup). Specifically, when bending aluminum or galvanized steel, use Película protectora para flexión to prevent surface marring. Regularly check for micro-cracks in dies used for high-tonnage, heavy-plate applications to ensure operator safety.
Tip: En nuestras sesiones de formación para elFreno de presión CNC automático, we emphasize that a single piece of scale trapped in a V-die can throw off a bend by 0.5 degrees. Clean tools are accurate tools.
Preguntas frecuentes
Amada-style (often called Oriental or North American) usually features a tang that fits into a specific holder, while European Precision (Wila/Trumpf) uses a different clamping engagement. J.S. Ragos machines are highly versatile and can be configured for either standard through our Abastecimiento Global de Frenos de Prensa CNC service.
Mientras que una máquina de 40 toneladas como la nuestra Freno de prensa asequible para taller pequeño is exceptionally fast, bending 10mm steel requires significantly higher tonnage depending on the length of the bend. Always consult a tonnage chart before attempting heavy plate bending to avoid "over-tonnaging" and damaging your bed.
This is usually caused by "deflection." To solve this, ensure your machine is equipped with an Sistema automático de coronado CNC that applies upward pressure to the center of the bed to counteract the natural bowing of the ram.
With proper maintenance and use within rated capacities, 42CrMo tooling can last over 10 years. However, if you notice "shining" or wear on the radii of your V-dies, it is time for a professional re-grind to maintain accuracy.

