













Freno de presión CNC multieje: Ruptura de eje para mayor precisión
Un freno de presión CNC multieje es una sofisticada máquina de trabajo en metal que utiliza trayectorias de movimiento independientes y controladas por ordenador para automatizar secuencias complejas de flexionado. Al coordinar los sistemas de carga, retromanómetro y coronado, estas máquinas eliminan los ajustes manuales y aseguran una alta repetibilidad para piezas de chapa metálica complejas.
Lo que controlarás con un sistema multieje:
- Profundidad de precisión: Controla el ángulo exacto de cada curva.
- Posicionamiento vertical: Manage different die heights and "Z" shapes.
- Movimiento lateral de los dedos: Ajusta automáticamente según diferentes anchos de pieza.
- Flexibilidad: Maneja piezas asimétricas y bridas cónicas.
- Planitud: Compensa la deflexión de la máquina en tiempo real.
¿Qué es un freno de presión CNC multiejes?
In the 2026 fabrication landscape, a "multi-axis" press brake refers to any system that controls more than the standard three movements. While traditional torsion bar brakes relied on mechanical stops and manual cranking, a modern multi-axis CNC system uses high-speed hydraulics and encoders to position every component within microns.
For example, a manual brake requires the operator to physically move the backgauge for every different flange length. In contrast, a multi-axis CNC system can execute a sequence of six different bends in one continuous flow, with the backgauge repositioning itself in milliseconds between strokes. This transition from "NC" (Numerical Control) to "Multi-Axis CNC" represents the jump from basic 90-degree folding to high-speed, complex part production.
The "Big Three" Core Axes (Y, X, R)
Todo proyecto de precisión comienza con estos movimientos fundamentales. Entender cómo interactúan es el primer paso para dominar el ROI de las máquinas.
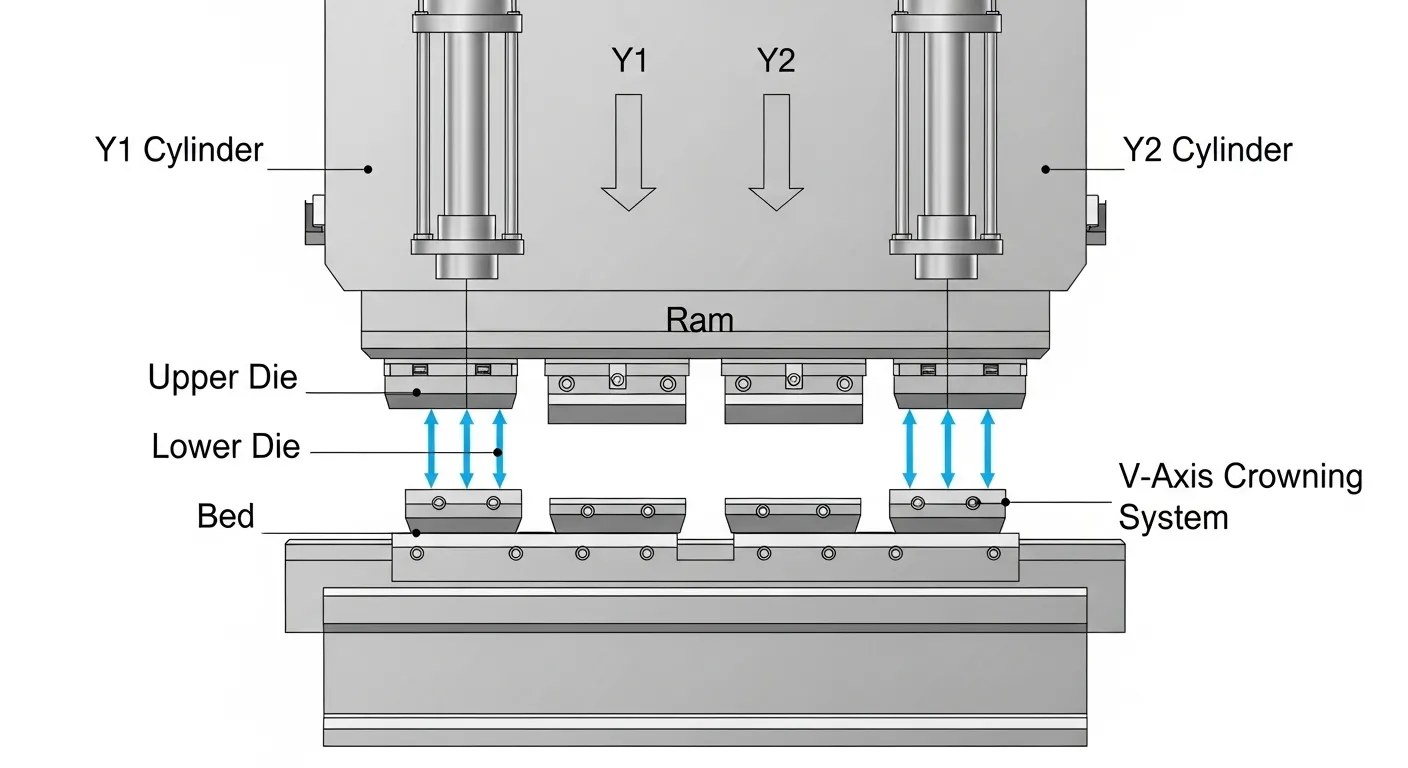
Y1 y Y2 (El Carnero): ¿Por qué dos?
Most high-end machines are "down-stroking," where the top beam moves toward the bed. Instead of a single Y-axis, quality machines use Y1 y Y2. Estos representan los cilindros hidráulicos izquierdo y derecho.
- Por qué es importante: Independent control allows the CNC to compensate if the beam begins to tilt. It also allows for intentional "tapering"—where one side of the bend is slightly deeper than the other for specialized cone-shaped parts.
Eje X (El Retromanómetro): Control de profundidad
El eje X mueve los dedos del calibre trasero hacia o alejándose de las herramientas. Esto determina la longitud de tu brida.
- Por qué es importante: Sin un eje X de alta velocidad, lograr dimensiones consistentes en una serie de 50 partes es casi imposible. Sistemas avanzados incluso pueden contar con X1 y X2 para control independiente de profundidad en partes inclinadas.
Eje R (La Altura): Movimiento Vertical
El eje R controla la altura vertical de los dedos del calibre trasero.
- Por qué es importante: If you are forming a "Z" shape or using a "multi-V" die (a die with different opening sizes), the backgauge must move up or down to clear the previous bend or match the new die height.
- Error común: Buying a machine without an R-axis and attempting to "shim" backgauge fingers manually. This wastes hours of production time and introduces significant safety risks.
Advanced Axes: When 4-Axis Isn't Enough
A medida que las piezas se vuelven más complejas, los ejes adicionales se vuelven una necesidad en lugar de un lujo. Aunque puedes aprender lo básico en nuestra guía sobre el Freno de presión CNC de 4 ejes: lo que puedes construir con él, las tiendas de alto volumen suelen requerir más.
Z1 y Z2 (movimiento lateral): Dominar la anchura
Los ejes Z1 y Z2 permiten que los dedos del calibre trasero se muevan a izquierda y derecha a lo largo de la máquina.
- El beneficio: Si doblas un soporte de 100 mm seguido de una lámina de 1000 mm, los dedos se separarán automáticamente para soportar el material más ancho.
- Ejemplo: Fabricar un lavabo de acero inoxidable con cuatro largos laterales diferentes; los ejes Z mueven los dedos hacia los puntos de soporte óptimos para cada lado.
The V-Axis (Crowning): Eliminating the "Boat Effect"
When a long sheet is bent, the center of the machine naturally deflects upward, causing the middle of the bend to be wider than the ends (the "boat effect"). The Eje V Controla un sistema mecánico o hidráulico de coronado en la cama inferior.
- El beneficio: It "pre-curves" the bed to perfectly mirror the deflection of the ram, ensuring a 90-degree angle across the entire 3-meter or 4-meter length of the part.
4-ejes vs. 6-ejes vs. 8-ejes: La matriz de decisión de ROI
Elegir la configuración adecuada depende totalmente de tu mezcla de productos.
| Complejidad de las piezas | Configuración recomendada | Beneficio principal |
| Soportes simples / curvas de 90° | 3 or 4-Axis (Y1, Y2, X, R) | Bajo coste, alta velocidad para lo básico. |
| Cajas, terrarios, de diferentes anchos | 6-Axis (Y1, Y2, X, R, Z1, Z2) | No hay ajuste manual de los dedos. |
| Piezas personalizadas complejas y asimétricas | 8 ejes (suma x1, x2, r1, r2) | Máxima automatización de la configuración. |
Error común de retorno de la inversión: Los operadores a menudo sobreinvierten en tonelaje pero invierten poco en ejes. Una máquina de 8 ejes de 100 toneladas suele superar en producción a una de 3 ejes de 200 toneladas porque el tiempo de configuración se reduce hasta en un 45% (necesita verificación).
E-E-A-T: Normas de precisión y señales de confianza
En JSRAGOS, medimos la precisión por micras. Al evaluar sistemas multieje, verifica siempre lo siguiente:
- Resolución del codificador: Asegúrate de que el eje Y tenga una resolución de al menos 0,005 mm.
- Normas de seguridad: Todos los movimientos multieje deben estar protegidos por sistemas de seguridad láser (como LazerSafe o DSP) para proteger al operador durante transiciones a alta velocidad.
- Datos del mundo real: Las máquinas de 8 ejes pueden reducir el tiempo total de ciclo parcial aproximadamente un 30% en comparación con los modelos de 4 ejes (necesita verificación).
Preguntas frecuentes: Entendiendo los ejes de freno de presión
The R-axis moves the backgauge fingers vertically (up and down). This is essential for clearing the material during a "Z" bend or for adjusting to different die heights during a multi-tool setup.
Sí, una máquina de 4 ejes puede doblar cajas, pero tendrás que mover manualmente los dedos del calibre trasero (eje Z) para diferentes anchos. Una máquina de 6 ejes es significativamente más rápida para la producción en caja porque automatiza este movimiento lateral.
Dual Y-axes allow the CNC to control the left and right cylinders independently. This ensures the ram stays perfectly level even if the workpiece is off-center, and it allows for intentional "tilting" for tapered parts.
Para la mayoría de las fabricaciones generales, 4 ejes (Y1, Y2, X, R) son el requisito mínimo. Si gestionas la producción de alta mezcla con cambios frecuentes de configuración, se recomienda 6 u 8 ejes para mantener la rentabilidad.
The V-axis refers to the crowning compensation system. It adjusts the lower bed of the machine to prevent "bowing" in the center of long parts, ensuring a consistent angle from end to end.
Usually, no. CNC axes are integrated into the machine's controller and mechanical frame. It is almost always more cost-effective to buy the required axes upfront rather than attempting a retrofit.
Conclusión
The number of axes on your CNC press brake directly dictates your shop's versatility. While a 4-axis machine is a workhorse for standard fabrication, moving to a 6 or 8-axis system is the most effective way to slash setup times and tackle the complex, high-margin parts that competitors turn away.

